下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請謹慎保管和記憶你的密碼,以免泄露和丟失
請謹慎保管和記憶你的密碼,以免泄露和丟失
 08:20
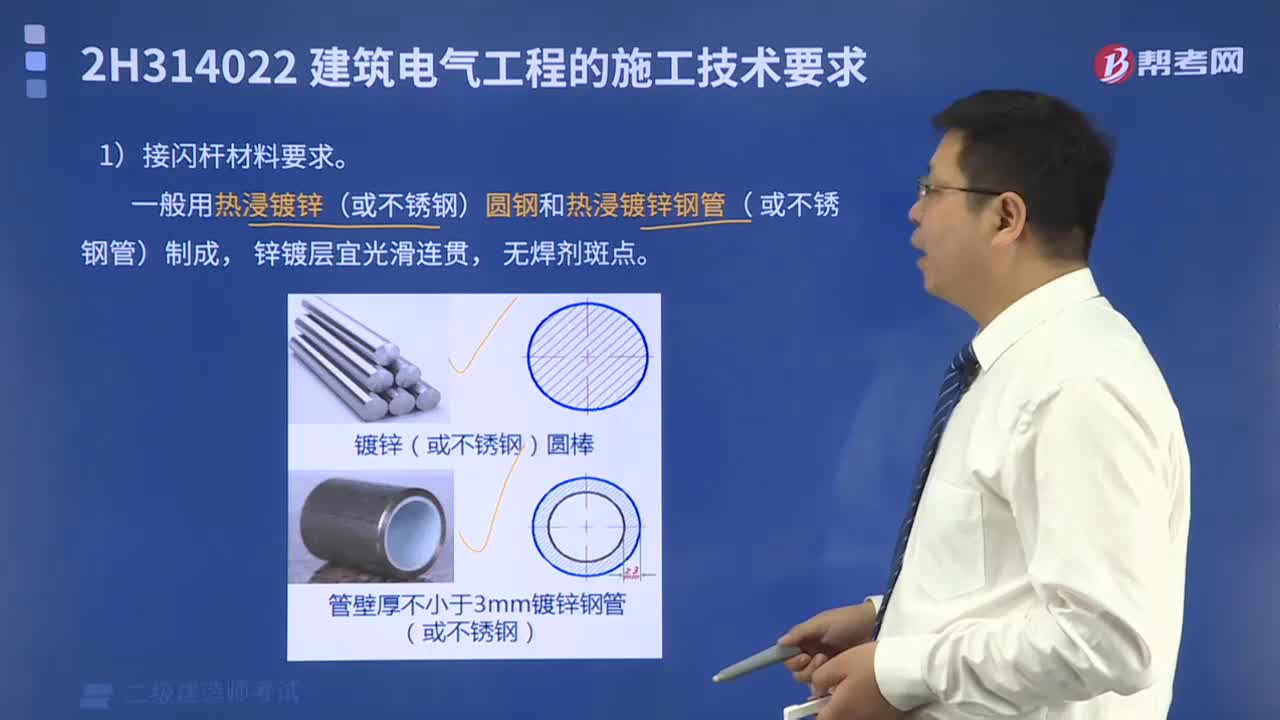
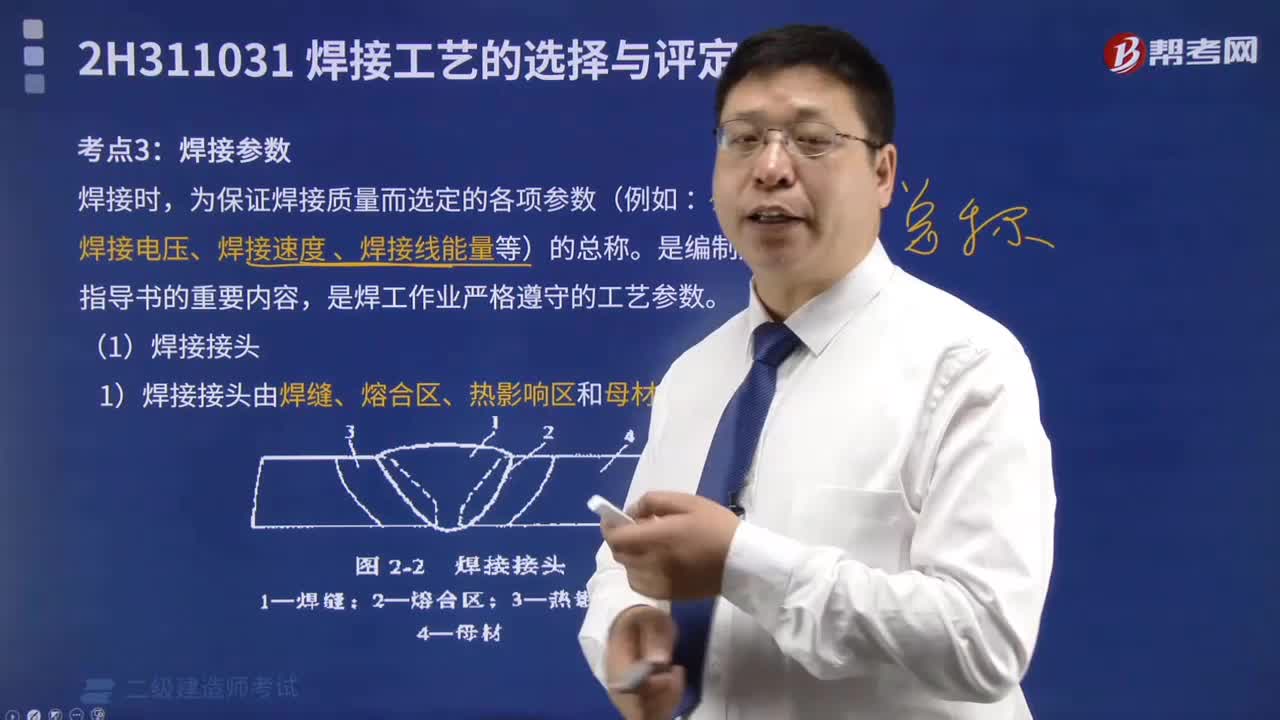
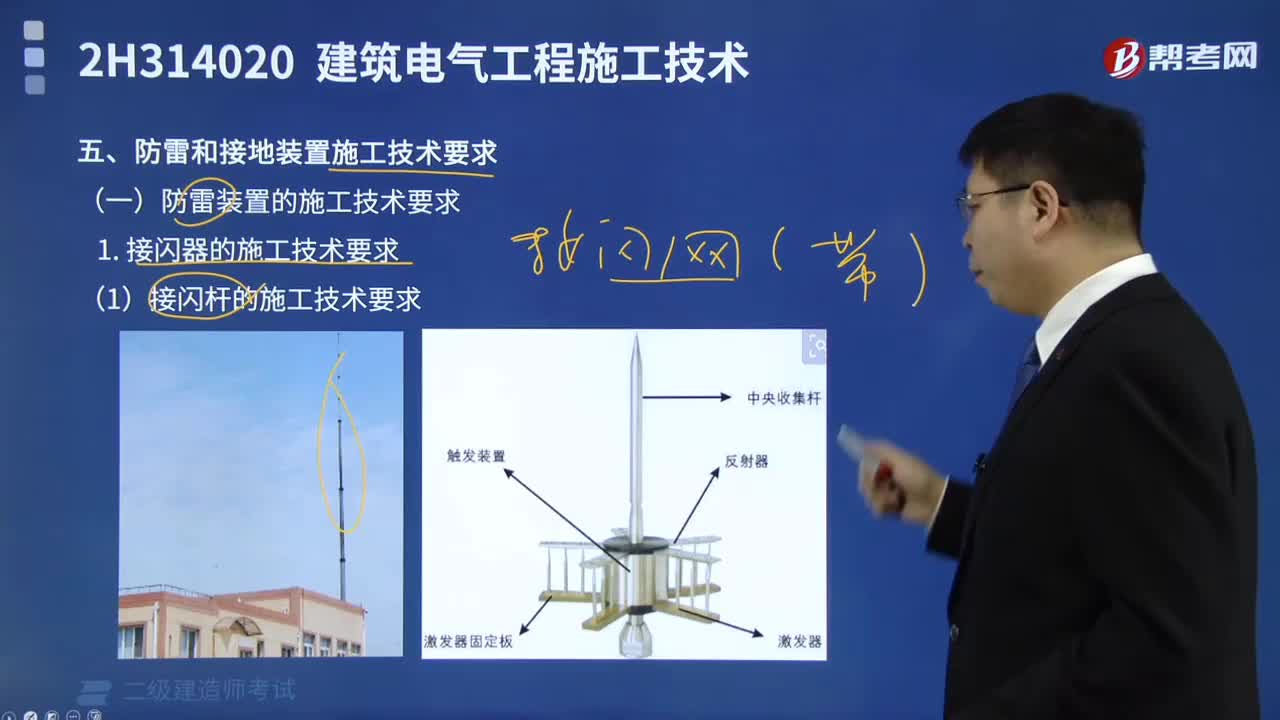
08:20接閃器的施工技術(shù)要求有哪些?:(1)接閃桿的施工技術(shù)要求。2)接閃桿與引下線之間的連接應采用焊接,(2)接閃帶(網(wǎng))的施工技術(shù)要求,1)接閃帶采用鋼材時應用熱鍍鋅。接閃帶一般使用40mmx4mm鍍鋅扁鋼或φ12mm鍍鋅圓鋼制作,2)接閃帶安裝應平正順直、無急彎,當接閃帶采用鍍鋅扁鋼時支架間距為0.5m。采用鍍鋅圓鋼時支架間距為1m。3)接閃帶之間的連接應采用搭接焊接,4)接閃帶的搭接長度應符合規(guī)定;
 01:22
01:22施工環(huán)境管理的基本要求有哪些?:建設(shè)工程對施工環(huán)境管理的基本要求如下:工程施工應符合國家有關(guān)法律法規(guī)及該區(qū)域內(nèi)建設(shè)工程項目環(huán)境管理的規(guī)定。(3)建設(shè)工程項目中防治污染的設(shè)施,(4)盡量減少建設(shè)工程施工所產(chǎn)生的噪聲對周圍生活環(huán)境的影響。(5)擬采取的污染防治措施應確保污染物排放達到國家和地方規(guī)定的排放標準,(7)禁止引進不符合我國環(huán)境保護規(guī)定要求的技術(shù)和設(shè)備。
 05:01
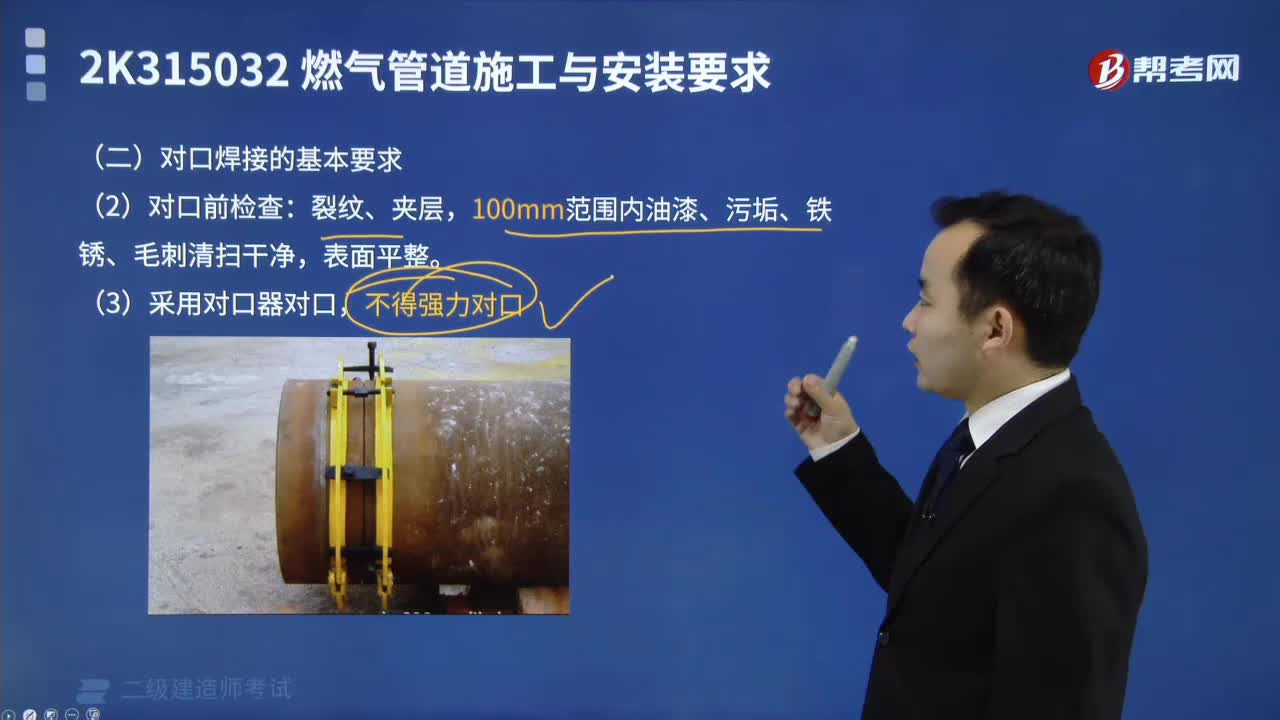
05:01燃氣管道對口焊接包括哪些基本要求?:管道坡口通常采用手工氣割或半自動氣割機配合手提坡口機打坡口,管端面的坡口角度、鈍邊、間隙應符合設(shè)計或國家現(xiàn)行標準的規(guī)定。(4)對口時將兩管道縱向焊縫(螺旋焊縫)相互錯開,定位焊的焊條應與管口焊接焊條材質(zhì)相同,鋼管的縱向焊縫(螺旋焊縫)端部不得進行定位焊。鋼管采用單面焊、雙面成型的方法。焊接層數(shù)應根據(jù)鋼管壁厚和坡口形式確定,對其首次使用的鋼管、焊接材料焊接方法、焊后熱處理等。
 05:13
05:13壓力容器產(chǎn)品的焊接試件要求有哪些?:壓力容器產(chǎn)品的焊接試件要求有哪些?應制作產(chǎn)品焊接試件,2. 產(chǎn)品焊接試件的材料、焊接和熱處理工藝,應在其所代表的受壓元件焊接接頭的焊接工藝評定合格范圍內(nèi)。3. 產(chǎn)品焊接試件由參與本臺壓力容器產(chǎn)品的焊工焊接,4. 圓筒形壓力容器的產(chǎn)品焊接試件,采用與施焊壓力容器相同的條件和焊接工藝同時焊接。5. 現(xiàn)場組焊的每臺球形儲罐應制作立焊、橫焊、平焊加仰焊位置的產(chǎn)品焊接試件各一塊。
 10:27
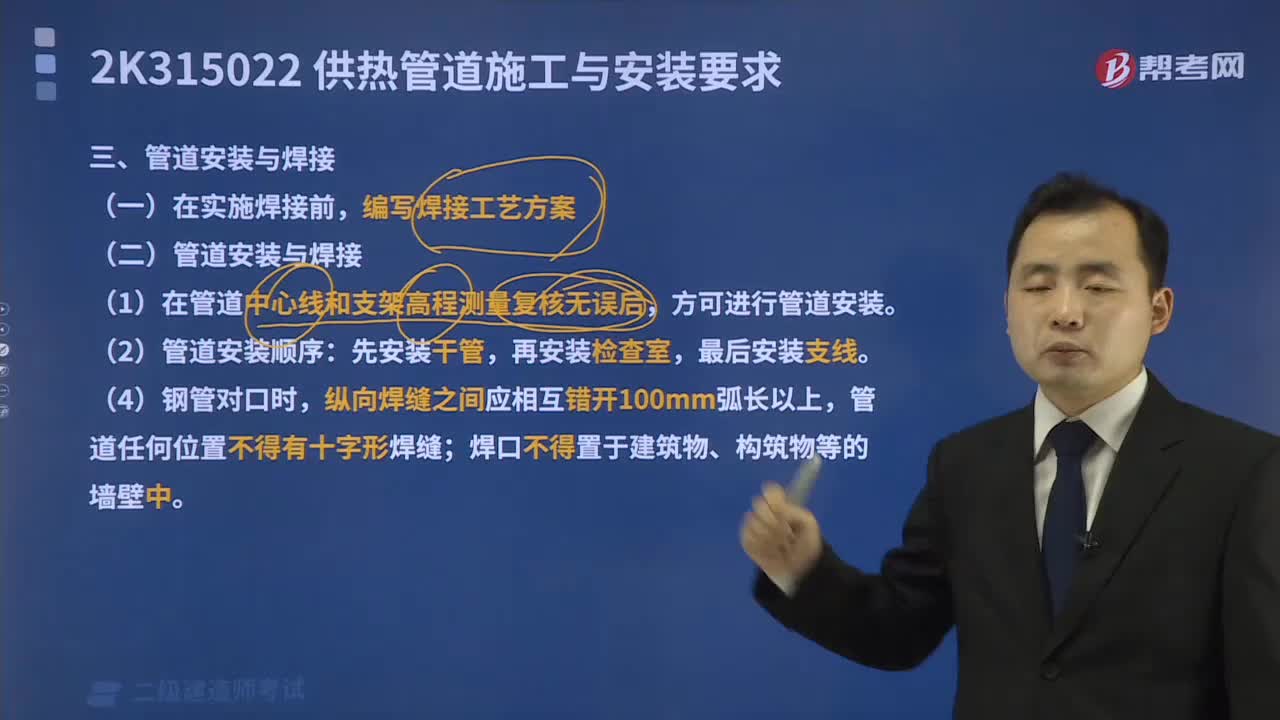
10:27供熱管道的安裝與焊接有哪些要求?:供熱管道的安裝與焊接有哪些要求?5.焊接接頭的組對要求及允許偏差。(二)管道安裝與焊接,1.在管道中心線和支架高程測量復核無誤后。4.管道兩相鄰環(huán)形焊縫中心之間的距離應大于鋼管外徑。(1)穿過構(gòu)筑物墻板處安裝套管:(2)套管與管道之間的空隙可采用柔性材料堵塞,(1)焊接定位焊縫時,應采用與根部焊道相同的焊接材料和焊接工藝。(2)件縱向焊縫的端部(包括螺旋管焊縫)不得進行定位焊。
 08:56
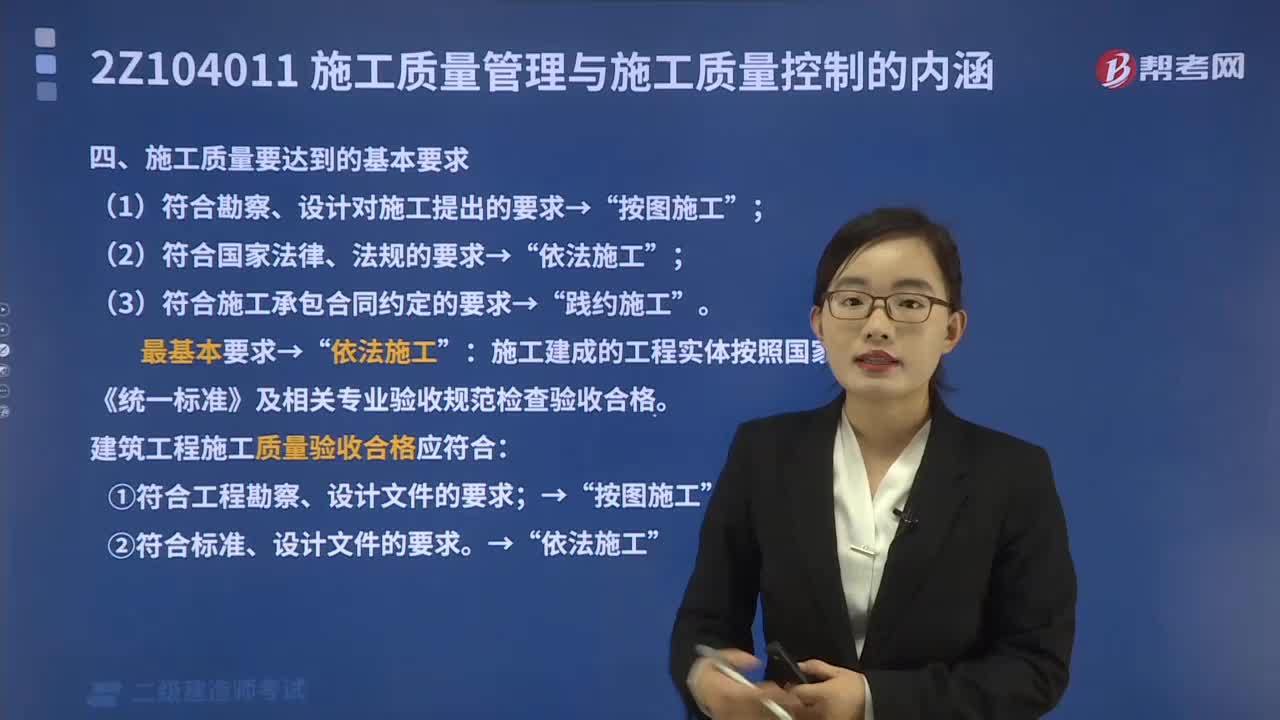
08:56施工質(zhì)量要達到的基本要求有哪些?:施工質(zhì)量要達到的最基本要求是:施工建成的工程實體按照國家《建筑工程施工質(zhì)量驗收統(tǒng)一標準》GB 50300—2013及相關(guān)專業(yè)驗收規(guī)范檢查驗收合格。(1)符合勘察、設(shè)計對施工提出的要求→“(3)符合施工承包合同約定的要求→”施工建成的工程實體按照國家《統(tǒng)一標準》及相關(guān)專業(yè)驗收規(guī)范檢查驗收合格。建筑工程施工質(zhì)量驗收合格應符合“①符合工程勘察、設(shè)計文件的要求”是對施工質(zhì)量的最基本要求。
 04:05
04:05焊接后的檢驗包括哪些內(nèi)容?:焊接后的檢驗包括哪些內(nèi)容?焊接后的檢驗包括目視檢測、無損檢測、熱處理、理化和力學性能檢驗和其他檢驗。并應進行外觀檢査(目視檢測),應采用鏡子、內(nèi)窺鏡、光纖電纜、相機進行間接目視檢測。(1)表面無損檢測方法通常是指磁粉檢測和滲透檢測,內(nèi)部無損檢測方法通常是射線檢測和超聲波檢測;(2)射線檢測技術(shù)等級分為A、AB 、B三個級別,超聲波檢測技術(shù)等級分為A、B 、C三個級別:
 06:18
06:18焊接質(zhì)量檢測的基本知識包括哪些方面?:焊接質(zhì)量檢測的基本知識包括哪些方面?焊接質(zhì)量檢測的基本知識包括檢查等級、檢查方法、焊接接頭缺陷這三個方面。包括外觀檢驗、通球試驗、化學成分分析、無損檢測、力學性能檢驗:(2)鋼制焊接儲罐焊縫的外觀檢查、無損檢測、嚴密性試驗(罐底的所有焊縫)、煤油滲漏(浮頂)、充水試驗。(1)GA類長輸管道線路施工焊縫檢驗包括。(2)GB類公用管道和GC類工業(yè)管道安裝檢查方法包括。
 02:24
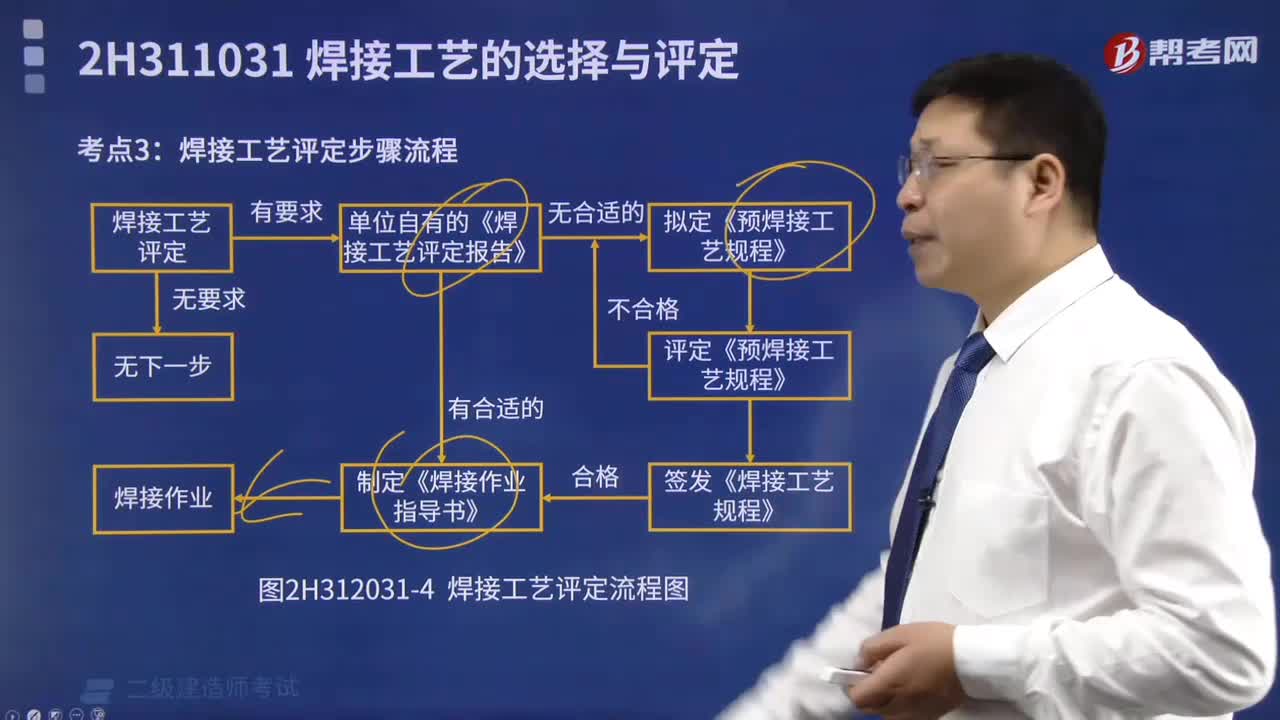
02:24焊接工藝的評定規(guī)則有哪些?:焊接工藝的評定規(guī)則有:須重新進行焊接工藝評定;常用焊接方法中焊接材料、保護氣體等條件改變時,需重新進行工藝評定的規(guī)定;必須進行工藝評定。一、各種焊接方法的通用評定規(guī)則。(1)焊接方法的評定規(guī)則。(4)焊后熱處理的評定規(guī)則。二、各種焊接方法的專用評定規(guī)則,(1)按接頭、填充金屬、焊接位置、預熱(后熱 )、氣體、電特性、技術(shù)措施分別對各種焊接方法的影響程度可分為重要因素、補加因素和次要因素。
 05:09
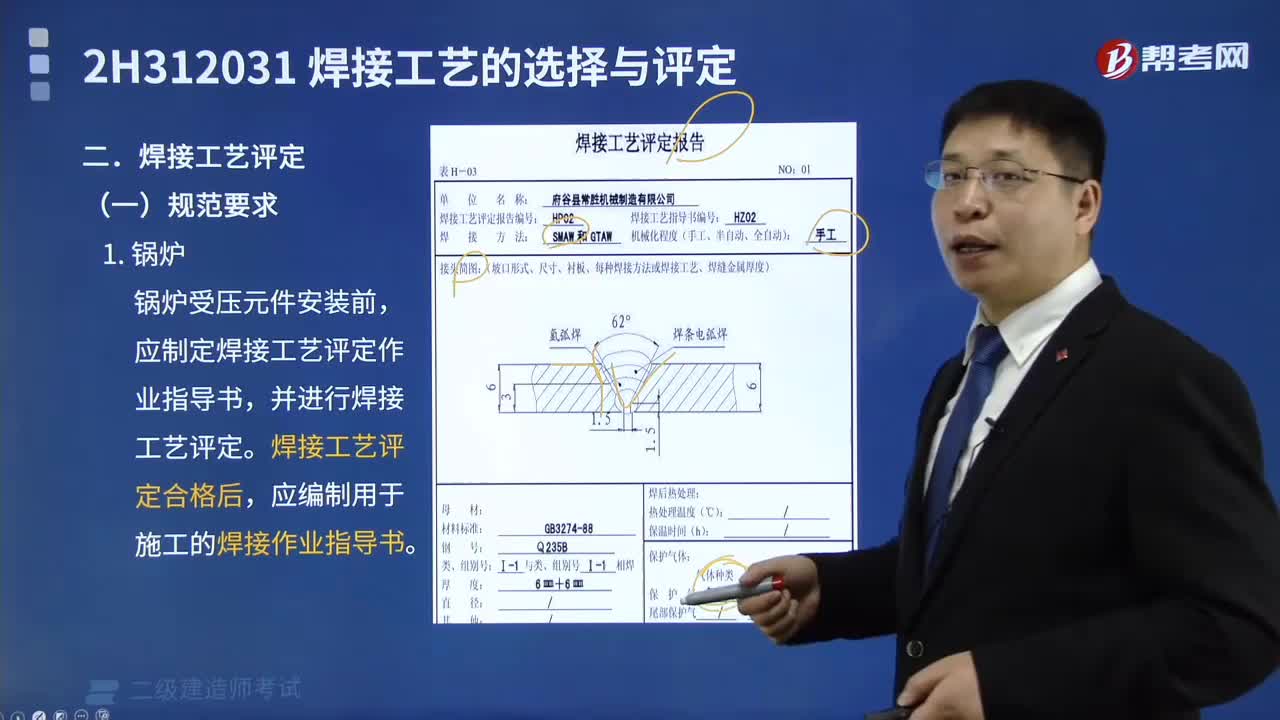
05:09焊接工藝的規(guī)范要求是什么?:焊接工藝的規(guī)范要求有:鋼制焊接儲罐焊接前,應制定焊接工藝評定作業(yè)指導書。并進行焊接工藝評定,鋼制焊接儲罐焊接前,施工單位必須有合格的焊接工藝評定報告。應按焊接工藝規(guī)程的規(guī)定重新進行預熱。并對此焊接工藝進行評定:必須在工程焊接前進行焊接工藝評定:管道承壓件與承壓件焊接、承壓件與非承壓件焊接均應采用經(jīng)評定合格的焊接工藝。
 01:26
01:26機電焊接有哪些操作要求?:機電焊接時焊接設(shè)備及輔助裝備要保證焊接工作的正常進行和安全可靠;焊接坡口應將水、銹、油污、積渣和其他有害雜質(zhì)清理干凈;(一)焊接設(shè)備及輔助裝備等應能保證焊接工作的正常進行和安全可靠,(二)焊接坡口清理,1. 非合金鋼壓力容器焊接坡口及其附近(焊條電弧焊時;埋弧焊、等離子弧焊、氣體保護焊每側(cè)各20mm)。2.鋁及鋁合金焊接坡口及其附近各50mm處化學方法或機械方法去除表面氧化膜。
 01:59
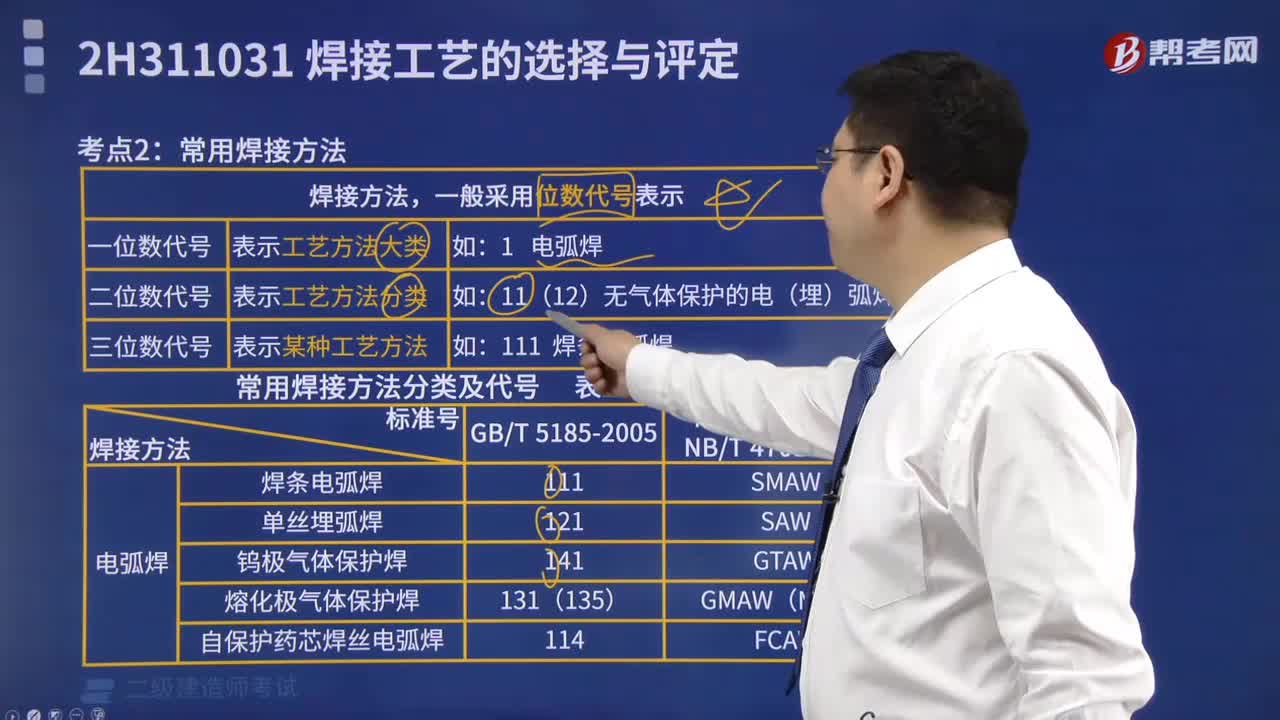
01:59機電焊接有哪些方法?:機電焊接有哪些方法?11(12)無氣體保護的電(埋)弧焊。焊接球形儲罐時釆用條電弧焊、藥芯焊絲自動焊和半自動焊的方法。公用管道采用熱熔焊、電熔焊兩種方法等。鍋筒和集箱、管道上管接頭的組合焊縫。結(jié)構(gòu)允許時應當釆用氬弧焊打底“8.1.2鍋爐受壓元件不應采用電渣焊“三、球罐。6.1.4球形儲罐的焊接方法宜釆用條電弧焊、藥芯焊絲自動焊和半自動焊:

幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日