下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請謹慎保管和記憶你的密碼,以免泄露和丟失
請謹慎保管和記憶你的密碼,以免泄露和丟失
 05:13
05:13壓力容器產(chǎn)品的焊接試件要求有哪些?:壓力容器產(chǎn)品的焊接試件要求有哪些?應制作產(chǎn)品焊接試件,2. 產(chǎn)品焊接試件的材料、焊接和熱處理工藝,應在其所代表的受壓元件焊接接頭的焊接工藝評定合格范圍內(nèi)。3. 產(chǎn)品焊接試件由參與本臺壓力容器產(chǎn)品的焊工焊接,4. 圓筒形壓力容器的產(chǎn)品焊接試件,采用與施焊壓力容器相同的條件和焊接工藝同時焊接。5. 現(xiàn)場組焊的每臺球形儲罐應制作立焊、橫焊、平焊加仰焊位置的產(chǎn)品焊接試件各一塊。
 04:05
04:05鋼制焊接常壓容器的安裝技術有哪些?:鋼制焊接常壓容器的安裝技術有哪些?(1)容器出廠質(zhì)量證明文件應包括三部分:2)容器說明書,容器特性(包括設計壓力、試驗壓力、設計溫度、工作介質(zhì));容器總圖(由訂貨單位供圖時可不包括此項);容器主要零部件表;容器熱處理狀態(tài)與禁焊等特殊說明。與圖樣不符的項目。(2)容器銘牌應固定于容器明顯的位置。容器銘牌應包括如下內(nèi)容:2)容器產(chǎn)品的編號;6)設計溫度;向大家介紹這個知識點在考試中的應用。
 03:05
03:05改性瀝青混合料面層施工接縫包括哪些內(nèi)容?:改性瀝青混合料面層施工接縫包括哪些內(nèi)容?或采取對瀝青輕度氧化加工等措施,使瀝青或瀝青混合料的性能得以改善制成的瀝青結合料。(1)改性瀝青混合料路面冷卻后很堅硬,(2)攤鋪時應保證充足的運料車次,使縱向接縫成為熱接縫;在攤鋪特別寬的路面時,應在當天改性瀝青混合料路面施工完成后。在其冷卻之前垂直切制端部不平整及厚度不符合要求的部分先用3m直尺進行檢查并沖凈、干燥。
 08:01
08:01室內(nèi)熱工環(huán)境包括哪些內(nèi)容?:室內(nèi)熱工環(huán)境包括建筑物耗熱量指標和圍護結構保溫層的設置。建筑物與室外大氣接觸的外表面積與其所包圍的體積的比值(面積中不包括地面和不采暖樓梯間隔墻與戶門的面積)。其平面形式為圓形時體形系數(shù)最小。3. 圍護結構的熱阻與傳熱系數(shù);圍護結構的熱阻R與其厚度d成正比。與圍護結構材料的導熱系數(shù)λ成反比,外墻的平均傳熱系數(shù)、保溫材料的厚度、墻體改造的構造措施及節(jié)點設計。(二)圍護結構保溫層的設置。
 02:06
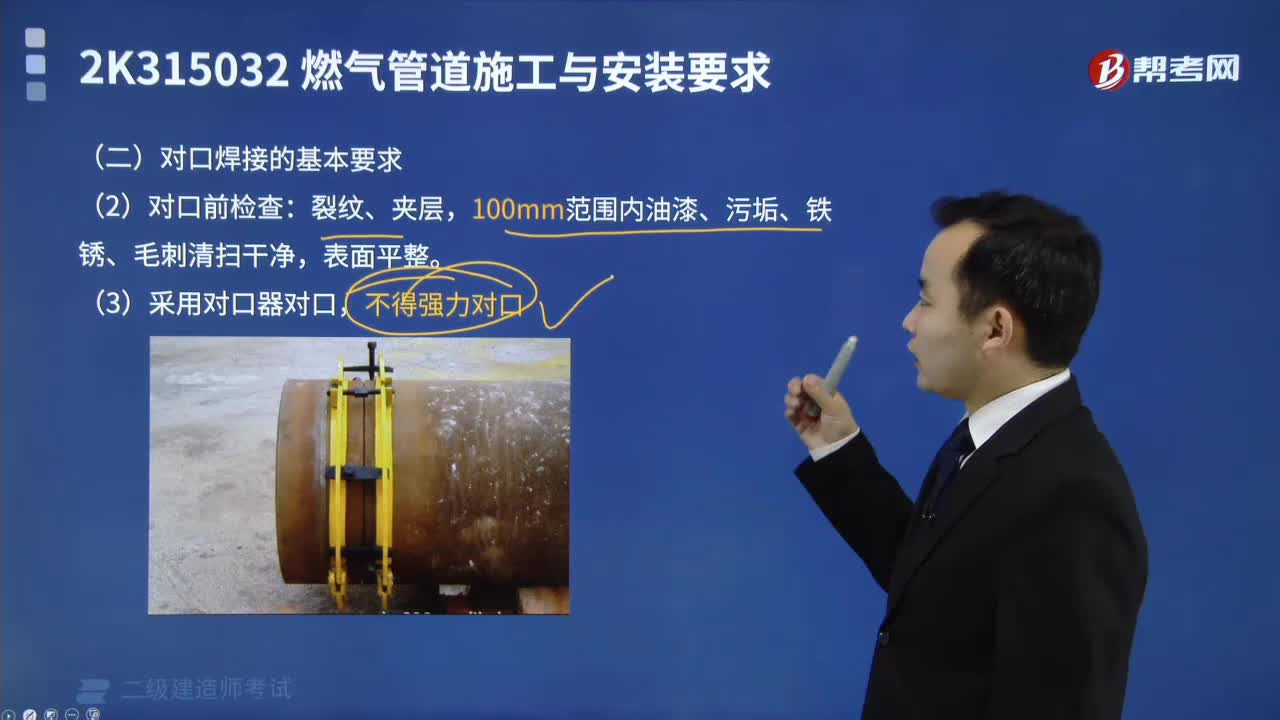
02:06焊接質(zhì)量檢驗前的檢驗包括哪些方面?:焊接質(zhì)量檢驗前的檢驗包括哪些方面?焊接質(zhì)量檢驗前的檢驗包括基本要求的檢驗、鋼結構焊縫檢驗方案、管道焊前檢驗。2.焊接設備及輔助裝備應能保證焊接工作的正常進行和安全可靠。4.焊前預熱的加熱方法、加熱寬度、保溫要求、測溫要求應符合規(guī)范要求,應根據(jù)施工圖、施工方案、施工規(guī)范規(guī)定的焊縫質(zhì)量檢查等級編制檢驗和試驗方案。(三)管道焊前檢驗。(1)接頭設計及對口間隙應符合所采用已評定合格的焊接工藝規(guī)程的要求。
 04:05
04:05焊接后的檢驗包括哪些內(nèi)容?:焊接后的檢驗包括哪些內(nèi)容?焊接后的檢驗包括目視檢測、無損檢測、熱處理、理化和力學性能檢驗和其他檢驗。并應進行外觀檢査(目視檢測),應采用鏡子、內(nèi)窺鏡、光纖電纜、相機進行間接目視檢測。(1)表面無損檢測方法通常是指磁粉檢測和滲透檢測,內(nèi)部無損檢測方法通常是射線檢測和超聲波檢測;(2)射線檢測技術等級分為A、AB 、B三個級別,超聲波檢測技術等級分為A、B 、C三個級別:
 02:23
02:23焊接過程中的檢驗包括哪些方面?:焊接過程中的檢驗包括哪些方面?焊接過程中的檢驗包括焊接工藝和焊接技術措施檢查、焊縫返修過程檢驗。(一)焊接工藝和焊接技術措施檢查,焊接工藝焊工操作焊條電弧焊時:檢查其執(zhí)行的焊接工藝參數(shù)包括。焊接方法、焊接材料、焊接電流、焊接電壓、焊接速度、電流種類、極性、焊接層(道)數(shù)、焊接順序,(二)焊縫返修過程檢驗,壓力容器修理挖除焊縫或母材部位缺陷時,屬于焊條電弧焊焊接過程中應控制的工藝參數(shù)有():
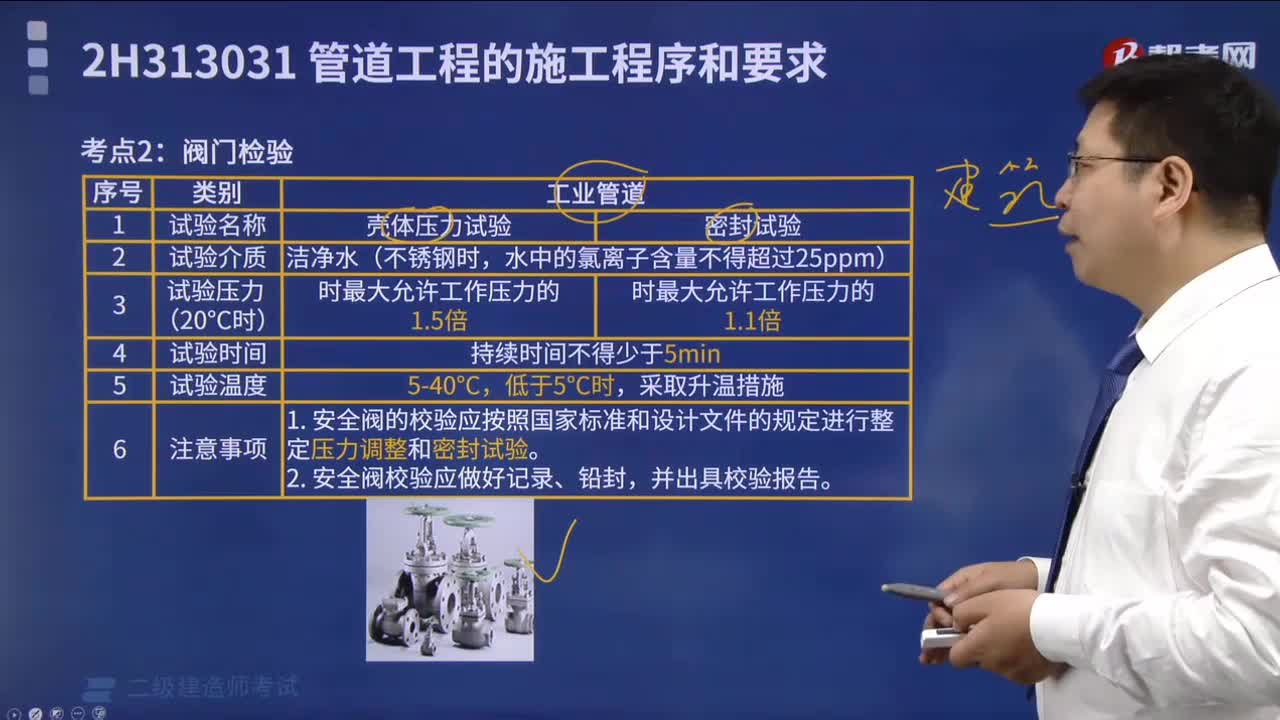
 06:18
06:18焊接質(zhì)量檢測的基本知識包括哪些方面?:焊接質(zhì)量檢測的基本知識包括哪些方面?焊接質(zhì)量檢測的基本知識包括檢查等級、檢查方法、焊接接頭缺陷這三個方面。包括外觀檢驗、通球試驗、化學成分分析、無損檢測、力學性能檢驗:(2)鋼制焊接儲罐焊縫的外觀檢查、無損檢測、嚴密性試驗(罐底的所有焊縫)、煤油滲漏(浮頂)、充水試驗。(1)GA類長輸管道線路施工焊縫檢驗包括。(2)GB類公用管道和GC類工業(yè)管道安裝檢查方法包括。
 01:26
01:26機電焊接有哪些操作要求?:機電焊接時焊接設備及輔助裝備要保證焊接工作的正常進行和安全可靠;焊接坡口應將水、銹、油污、積渣和其他有害雜質(zhì)清理干凈;(一)焊接設備及輔助裝備等應能保證焊接工作的正常進行和安全可靠,(二)焊接坡口清理,1. 非合金鋼壓力容器焊接坡口及其附近(焊條電弧焊時;埋弧焊、等離子弧焊、氣體保護焊每側各20mm)。2.鋁及鋁合金焊接坡口及其附近各50mm處化學方法或機械方法去除表面氧化膜。
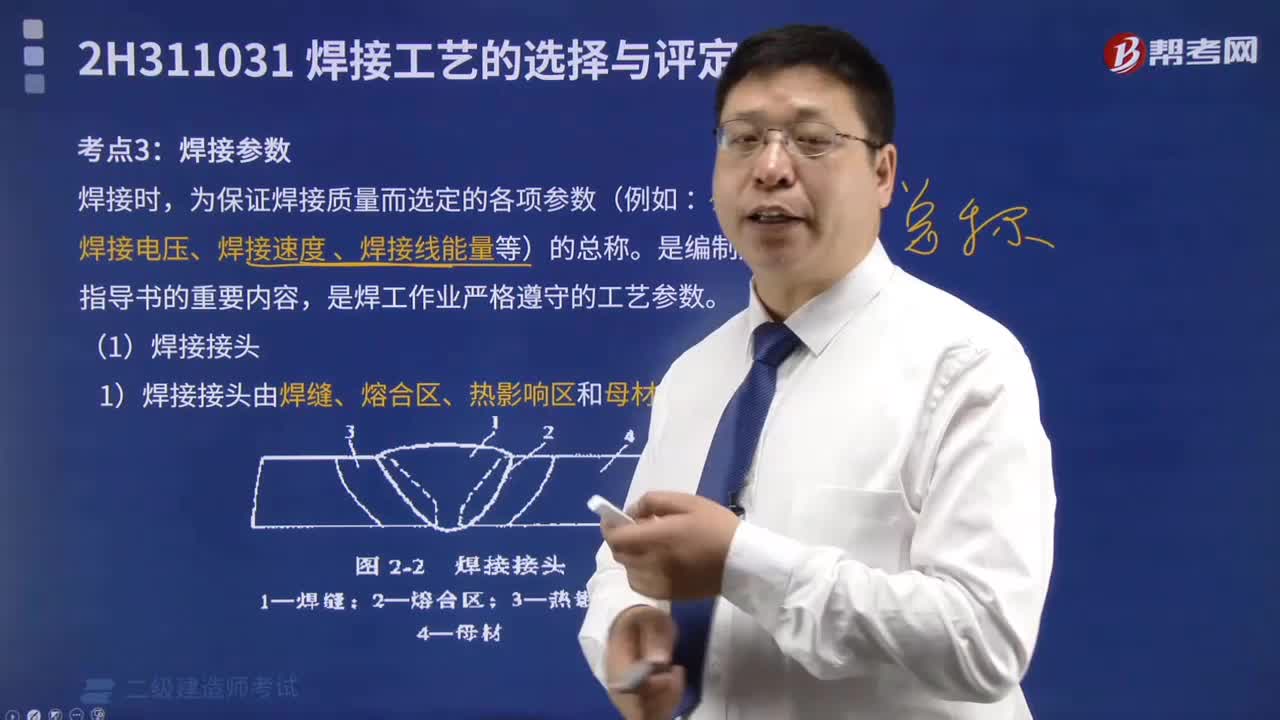
 08:29
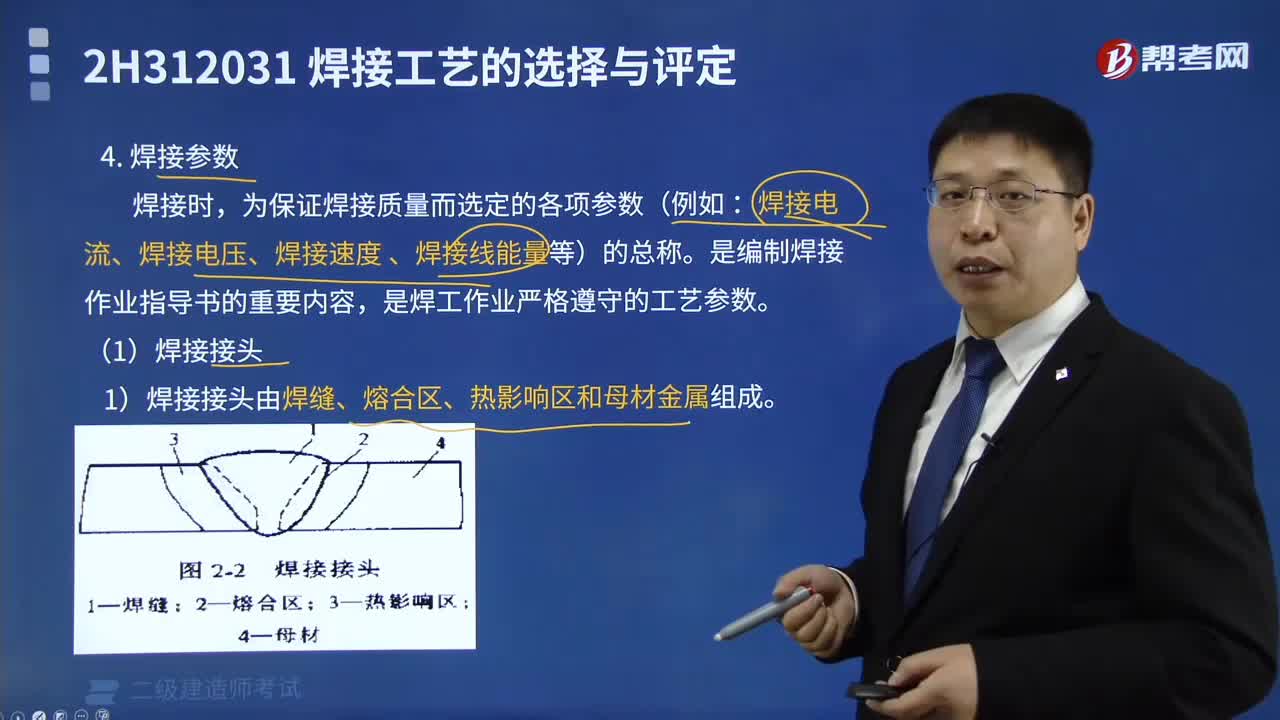
08:29什么是焊接工藝參數(shù)?:焊接工藝參數(shù)是指焊接時為保證焊接質(zhì)量而選定的各項參數(shù)的總稱,焊接電流、焊接電壓、焊接速度 、焊接線能量等)的總稱。(1)焊接接頭由焊縫、熔合區(qū)、熱影響區(qū)和母材金屬組成,鋼制儲罐底板的幅板之間、幅板與邊緣板之間、人孔(接管)或支腿補強板與容器壁板(頂板)之間等常用搭接接頭連接。決定焊接線能量的主要參數(shù)就是焊接速度、焊接電流和電弧電壓;v---焊接速度(cms。
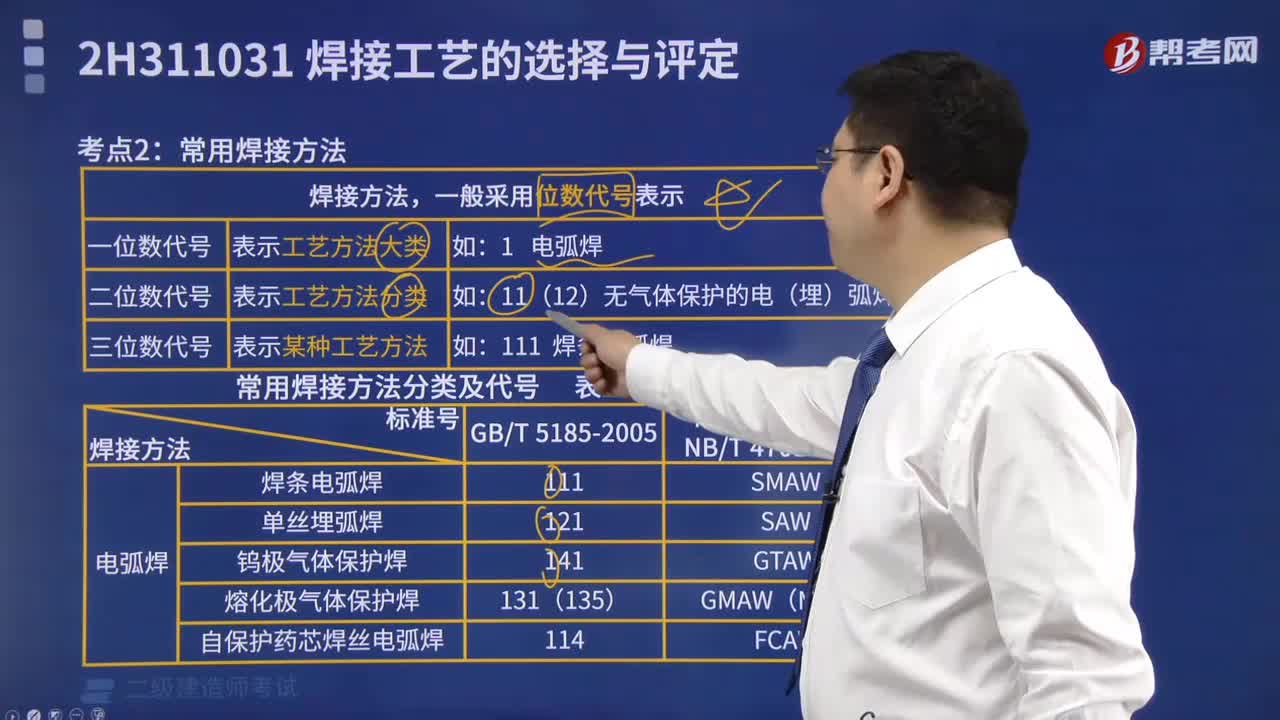
 01:59
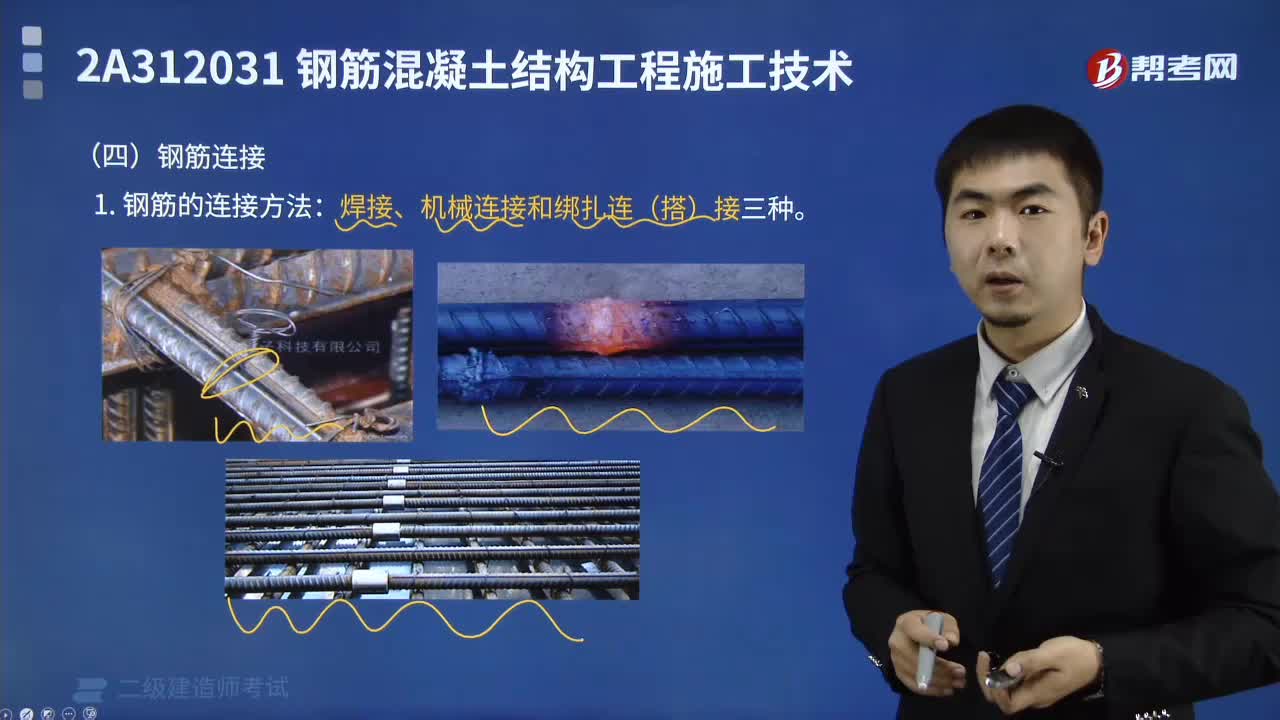
01:59機電焊接有哪些方法?:機電焊接有哪些方法?11(12)無氣體保護的電(埋)弧焊。焊接球形儲罐時釆用條電弧焊、藥芯焊絲自動焊和半自動焊的方法。公用管道采用熱熔焊、電熔焊兩種方法等。鍋筒和集箱、管道上管接頭的組合焊縫。結構允許時應當釆用氬弧焊打底“8.1.2鍋爐受壓元件不應采用電渣焊“三、球罐。6.1.4球形儲罐的焊接方法宜釆用條電弧焊、藥芯焊絲自動焊和半自動焊:
 08:03
08:03機電焊接的準備包括哪些方面?:機電焊接的準備包括焊接性分析、焊接操作人員、焊接工藝評定。焊接工藝是指制造焊件所有關的加工方法和實施要求,包括焊接準備、材料選用、焊接方法選定、焊接參數(shù)、操作要求。一、焊接性分析,1. 鋼結構鋼結構工程焊接難度分為A級(易)、B級(一 般)、C級 (較難)、D級(難):板厚、鋼材分類、受力狀態(tài)、鋼材碳當量,這層氧化鋁妨礙焊接過程的正常進行;焊接工藝評定報告(PQR 和焊接工藝指導書(WPS控制。

幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日