下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請謹慎保管和記憶你的密碼,以免泄露和丟失
請謹慎保管和記憶你的密碼,以免泄露和丟失
 08:44
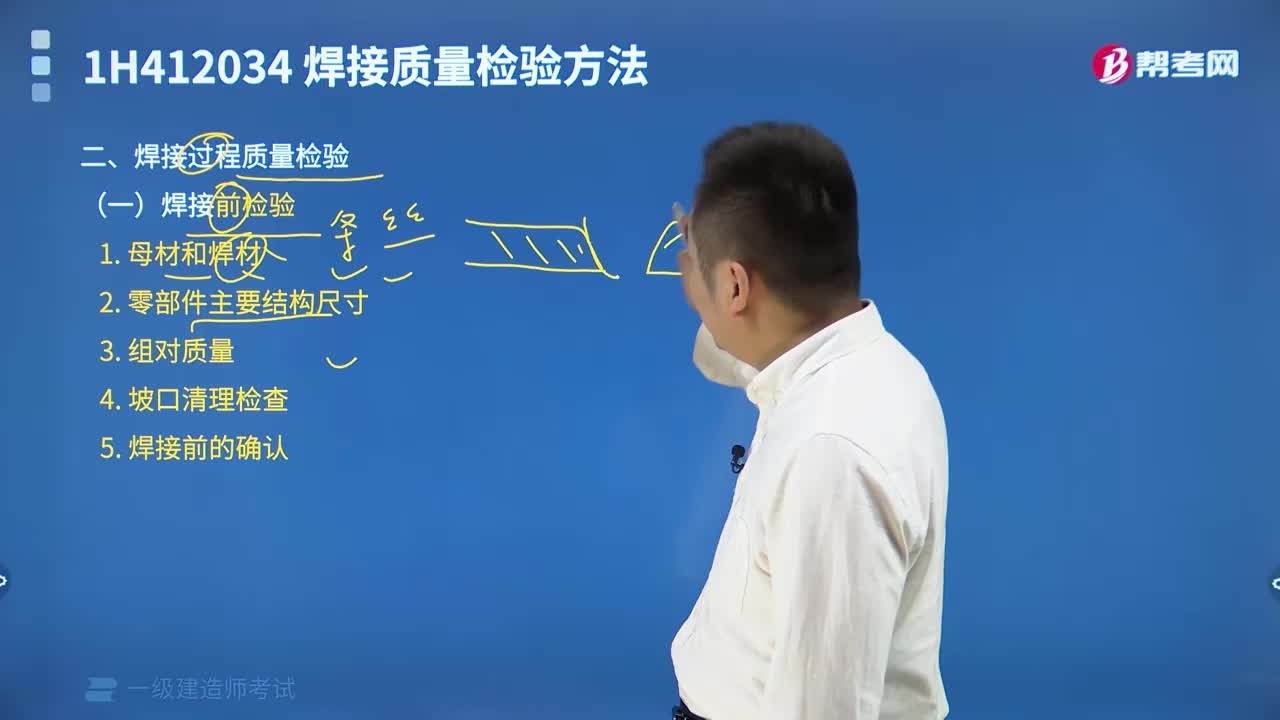
08:44焊接過程質(zhì)量如何檢驗?:焊接過程質(zhì)量如何檢驗?
 05:19
05:19焊縫應盡量避開哪些位置?:焊縫應盡量避開哪些位置?
 04:50
04:50CO2氣體保護焊設(shè)備具體有哪些內(nèi)容?:CO2氣體保護焊設(shè)備具體有哪些內(nèi)容?
 03:46
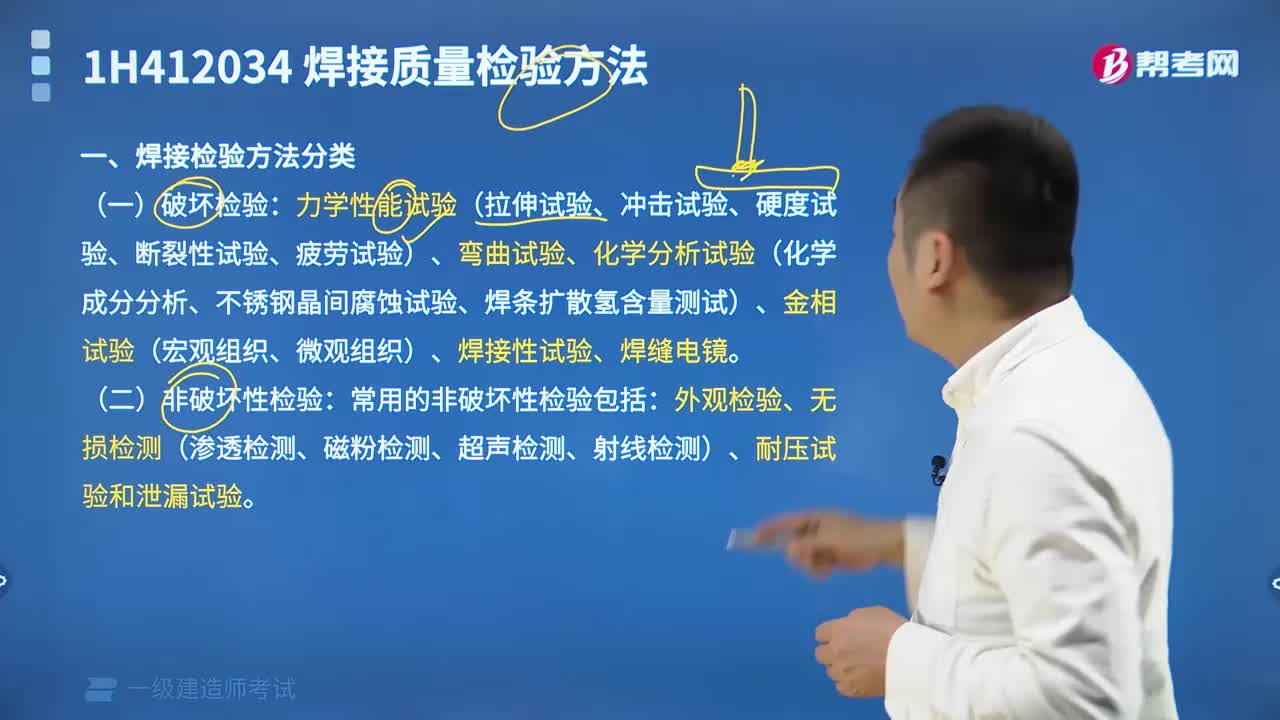
03:46焊接質(zhì)量檢驗方法要點中其他檢驗方法有哪些?:焊接質(zhì)量檢驗方法要點中其他檢驗方法有哪些?熱處理后應測量硬度值。焊接接頭硬度測量區(qū)域應包括焊縫和熱影響區(qū),(2)腐蝕試驗。要求做耐腐蝕性能檢驗的容器或者受壓元件,應按設(shè)計文件制備耐腐蝕試驗試件并進行檢驗與評定:奧氏體-鐵素體型雙相不銹鋼焊縫鐵素體含量應與母材一致。(4)耐壓試驗和泄漏試驗,詳見1H413040靜置設(shè)備及金屬結(jié)構(gòu)安裝技術(shù)相關(guān)內(nèi)容。【例題·單選題】有關(guān)超聲波衍射時差法的說法。
 04:18
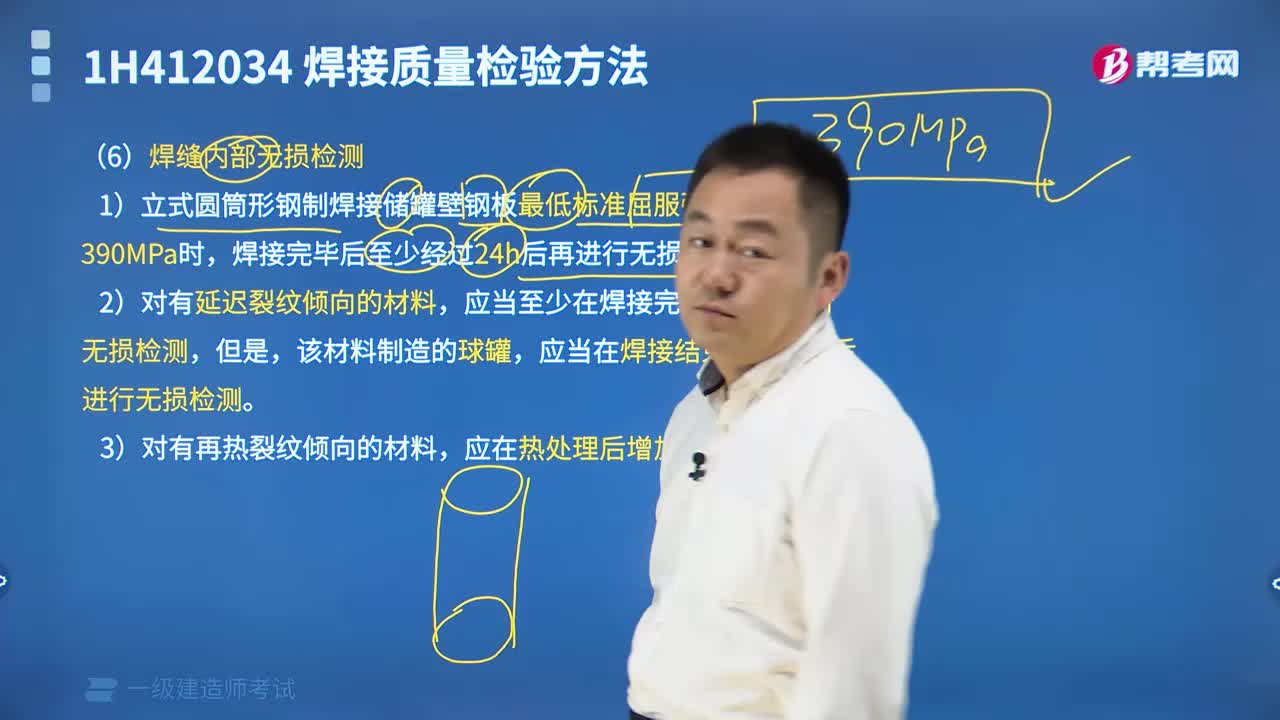
04:18常用焊縫無損檢測方法有哪些?:常用焊縫無損檢測方法有哪些?無損檢測就是利用聲、光、磁和電等特性,檢測被檢對象中是否存在缺陷或不均勻性,常用的無損檢測方法:超聲波檢測UT、磁粉檢測MT、滲透檢測PT及X射線檢測RT。1.焊接工程常用無損檢測方法及代號,射線檢測(RT):常用A型脈沖反射式超聲波檢測儀和衍射時差法超聲波檢測儀(稱TOFD),滲透檢測(RT)。能看到材料內(nèi)部結(jié)構(gòu)和缺陷相對應黑度不同的圖像
 06:12
06:12焊縫是怎樣檢驗的?:(1)焊縫表面:焊縫表面不允許存在的缺陷包括。裂紋、未焊透、未熔合、表面氣孔、外露夾渣、未焊滿,咬邊、角焊縫厚度不足、角焊縫焊腳不對稱等,容器焊接后應檢查幾何尺寸。同一端面最大內(nèi)直徑與最小內(nèi)徑之差、橢圓度、矩形容器截面上最大邊長與最小邊長之差、焊接接頭棱角度(環(huán)向和軸向)等:氣孔是指焊接時。熔池中的氣體未在金屬凝固前逸出,夾渣是指焊后溶渣殘存在焊縫中的現(xiàn)象:未熔合是指焊縫金屬與母材金屬。
 05:09
05:09焊接檢驗可分為哪幾種方法?:焊接檢驗可分為哪幾種方法?焊接檢測方法很多,一、按焊接檢測數(shù)量分,在焊接過程中質(zhì)量變化不大,可以對焊接接頭質(zhì)量進行抽樣檢測。2.全檢 對所有焊縫或者產(chǎn)品進行100%的檢測。二、 按焊接檢驗方法分:(一)焊接檢驗方法分類。
 07:13
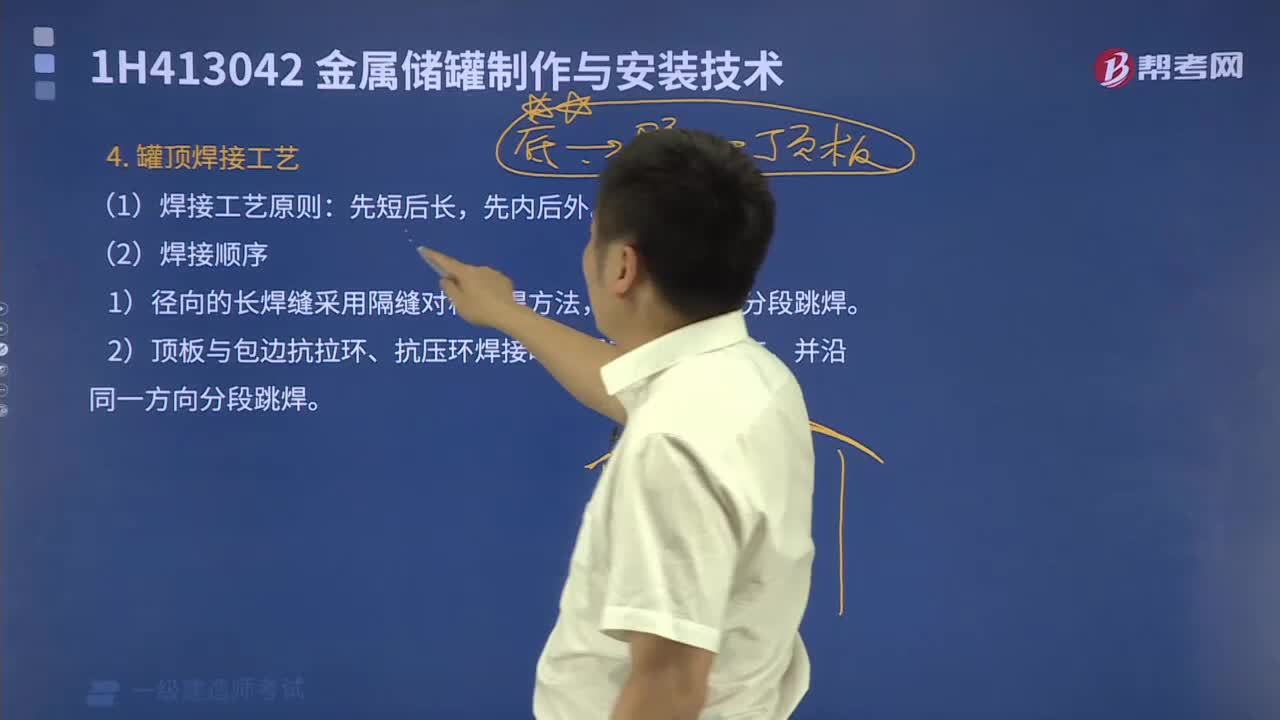
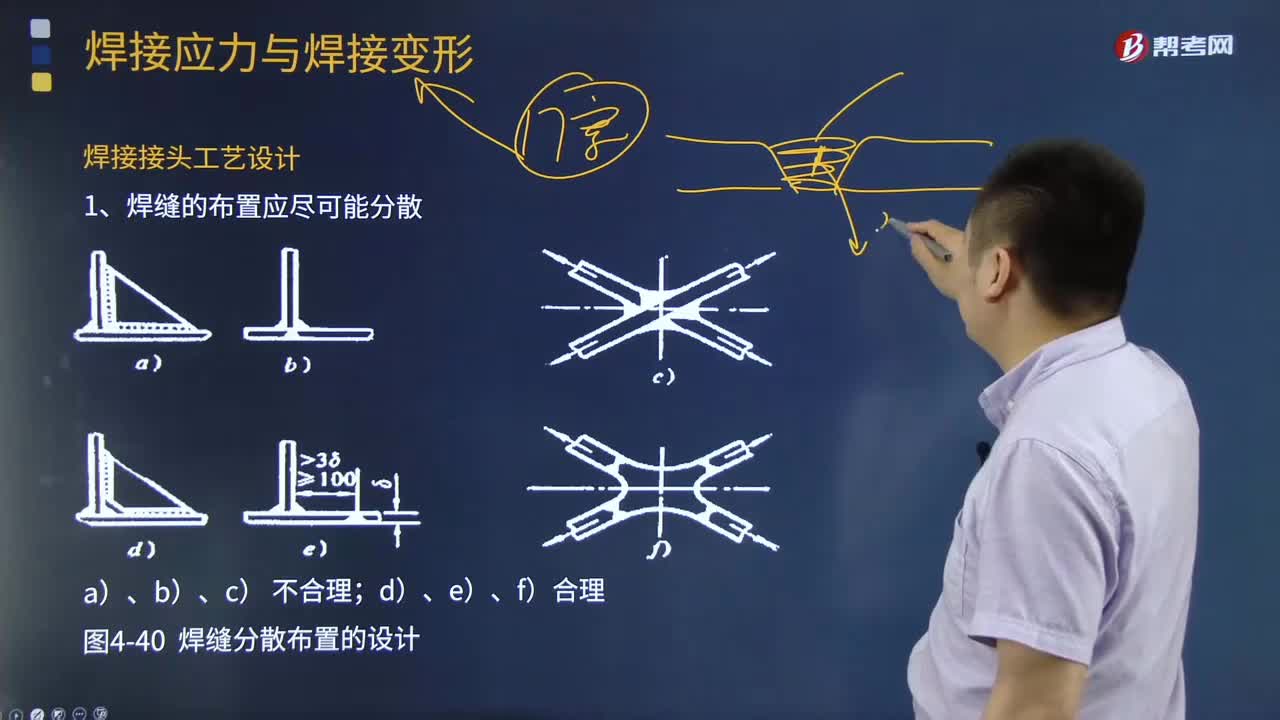
07:13焊接接頭工藝設(shè)計時,焊縫的布置應注意哪些問題?:焊縫的布置應注意哪些問題?焊接接頭工藝設(shè)計時,焊縫位置必須具有足夠的操作空間以滿足焊接時運條的需要。則要求施焊時接頭處應便于存放焊劑。(2)有利于減少焊接應力與變形。設(shè)計焊接結(jié)構(gòu)時,簡化焊接工藝和提高結(jié)構(gòu)的強度和剛度。焊縫布置應盡可能對稱布置以減小變形。(3)焊縫的布置應避免密集、交叉。焊縫交叉或過分集中會造成接頭部位過熱,焊縫布置應避開焊接結(jié)構(gòu)上應力最大的部位。焊接時會引起工件變形。
 03:33
03:33什么是焊接工藝評定?焊接工藝評定作用有哪些?:焊接工藝評定是指為驗證所擬定的焊接工藝正確性而進行的試驗過程及結(jié)果評價。對擬定的焊接工藝規(guī)程(WPS)進行評價的報告稱為焊接工藝評定報告(PQR)。焊接工藝評定驗證施焊單位擬定焊接工藝的正確性,應依據(jù)焊接工藝評定報告編制焊接工藝規(guī)程;一個焊接工藝規(guī)程可以依據(jù)一個或多個焊接工藝評定報告編制,一個焊接工藝評定報告可用于編制多個焊接工藝規(guī)程,A.用于驗證和評定焊接工藝方案的正確性。
 07:31
07:31焊接材料的復驗有哪些?:焊接材料復驗分為鋼結(jié)構(gòu)的焊接材料復驗和特種設(shè)備的焊接材料復驗。1、鋼結(jié)構(gòu)的焊接材料復驗,鋼結(jié)構(gòu)所用焊接材料應按到貨批次進行復驗:(2)建筑結(jié)構(gòu)安全等級為二級的一級焊縫。1.一級焊縫應進行100%的檢驗,2.二級焊縫應進行抽檢;2、特種設(shè)備的焊接材料復驗,(1)球罐用的焊條和藥芯焊絲應按批號進行擴散氫復驗:焊接材料質(zhì)量證明書或合格證書上應注明庫存的期限
 05:12
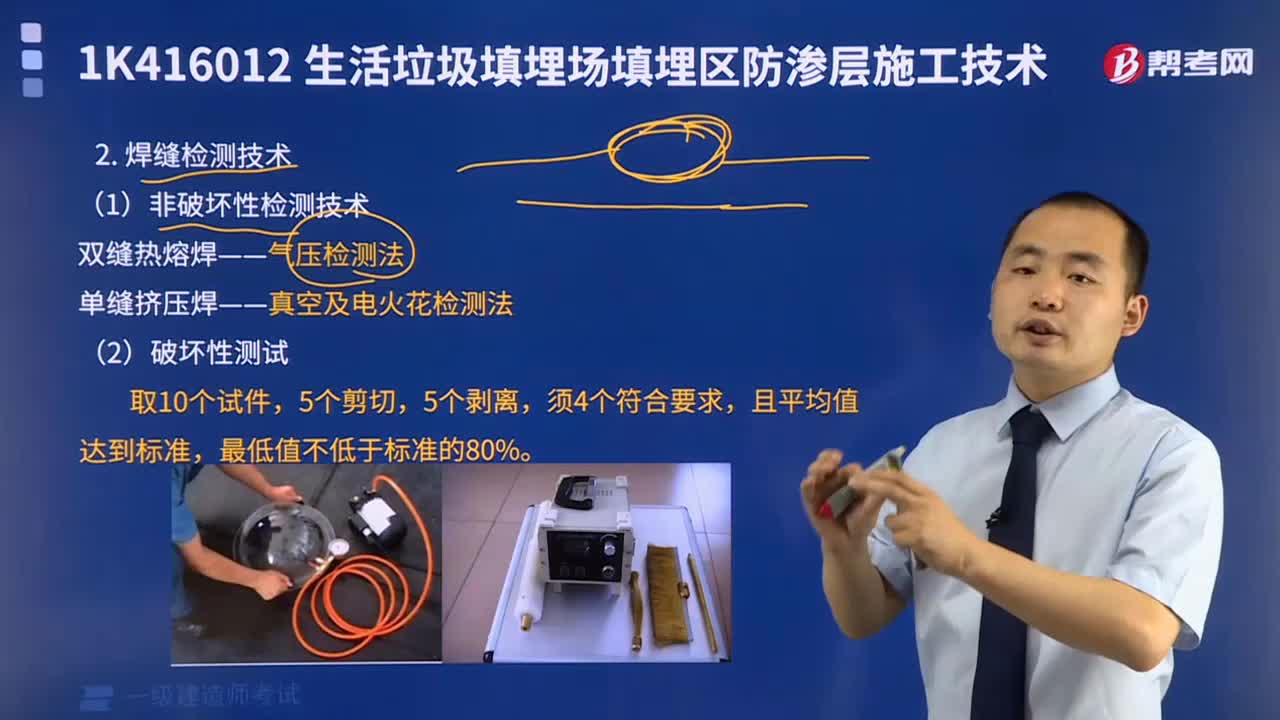
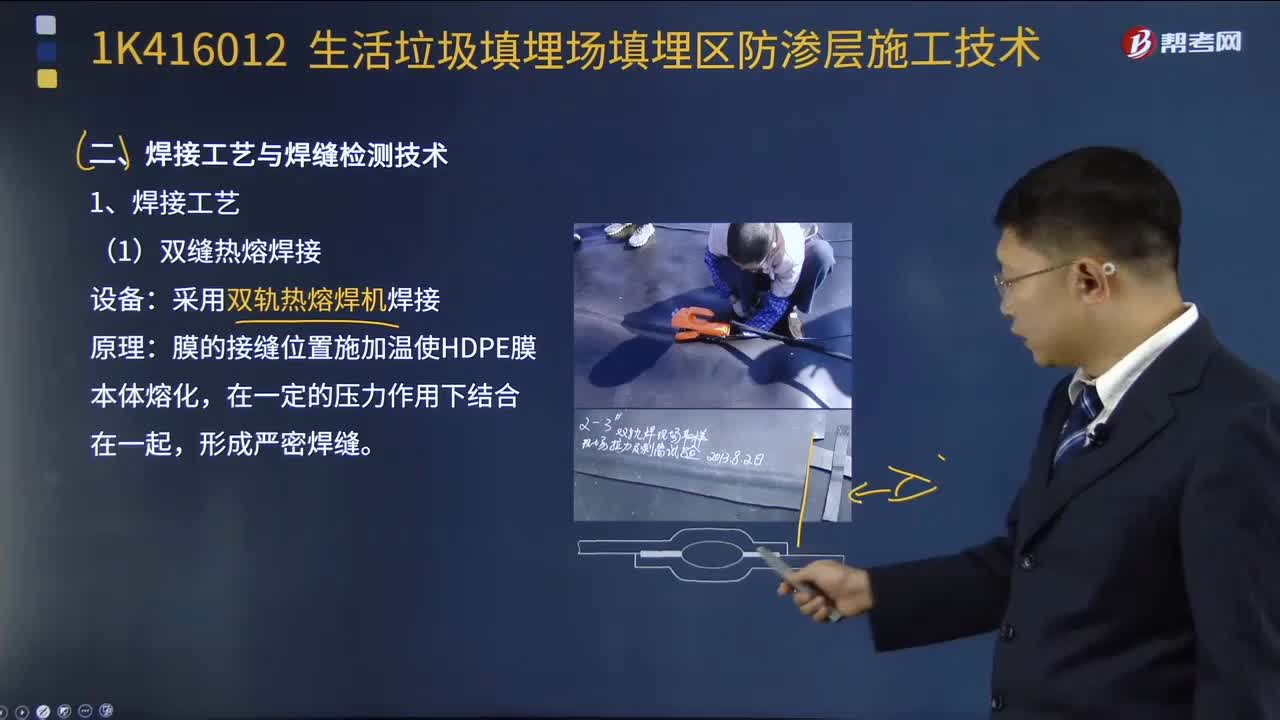
05:12高密度聚乙烯膜的焊接工藝和焊縫檢測技術(shù)分別是怎樣的?:高密度聚乙烯膜的焊接工藝和焊縫檢測技術(shù)分別是怎樣的?采用雙軌熱熔焊機焊接,單軌擠壓焊機焊接。通過單軌擠壓焊機把HDPE焊條熔融擠出:通過外界的壓力把焊條熔料均勻擠壓在已經(jīng)除去表面氧化物的焊縫上。2、焊縫檢測技術(shù)(非破壞性檢測技術(shù)):熱熔焊接形成雙縫焊縫,采用氣壓檢測設(shè)備檢測焊縫的強度和氣密性,用氣壓檢測沒備對焊縫氣腔加壓至250kPa。擠壓焊接所形成的單縫焊縫,應采用真空檢測法檢測。
 01:22
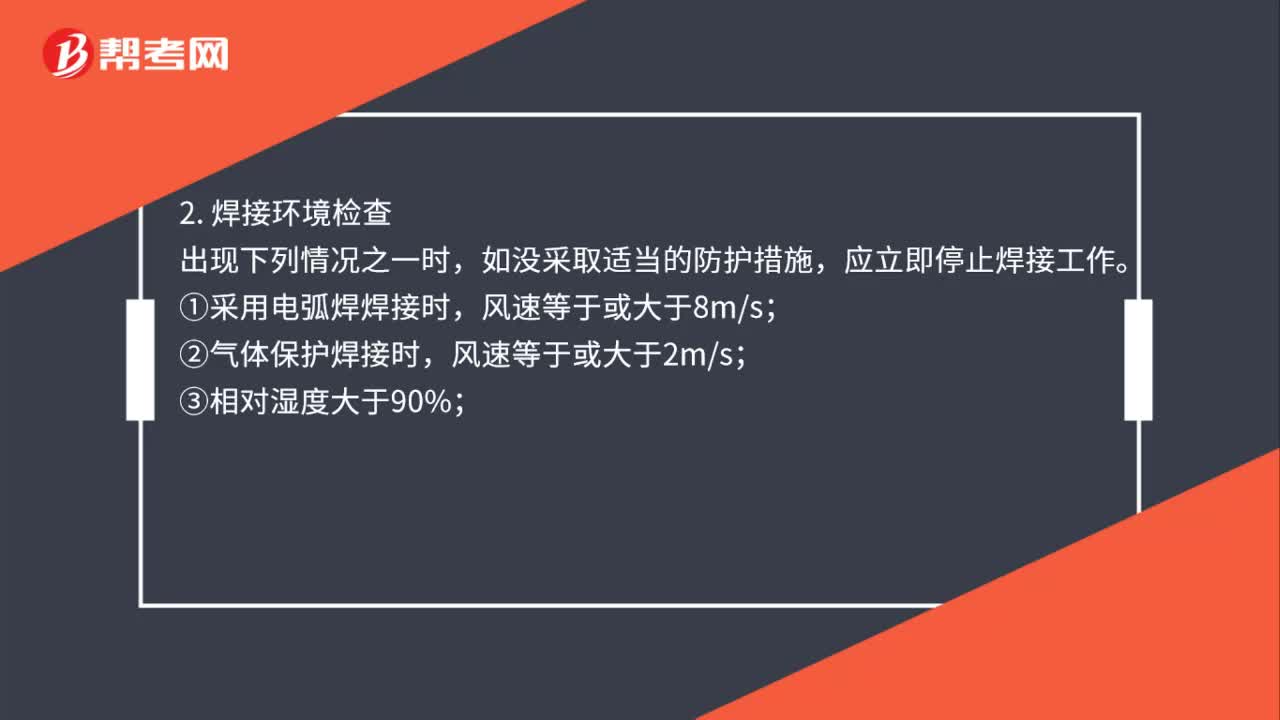
01:22一建機電: 焊前檢驗的內(nèi)容是什么?:從人、機、料、法、環(huán)五個方面進行檢查。焊工操作證(合格項目)有效期為3年。若在焊工操作證有效期內(nèi)中斷焊接工作達6個月,也需重新進行焊工的資格考試。2. 焊接環(huán)境檢查,出現(xiàn)下列情況之一時,如沒采取適當?shù)姆雷o措施。應立即停止焊接工作,①采用電弧焊焊接時;②氣體保護焊接時;③相對濕度大于90%,④采用低氫型焊條電弧焊時;⑥管子焊接時未墊牢;管子懸空或處于外力作用下,⑦打底焊時。

幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日