
下載億題庫(kù)APP
聯(lián)系電話:400-660-1360
下載億題庫(kù)APP
聯(lián)系電話:400-660-1360
請(qǐng)謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
請(qǐng)謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
金屬儲(chǔ)罐預(yù)防焊接變形技術(shù)措施有哪些?
預(yù)防焊接變形技術(shù)措施有組裝技術(shù)措施和焊接技術(shù)措施兩種。
(一)組裝技術(shù)措施
1.焊縫要分散、對(duì)稱(chēng)布置。
2.底板邊緣板對(duì)接接頭采用不等間隙,間隙要外小內(nèi)大;采用反變形措施,在邊緣板下安裝楔鐵,補(bǔ)償焊縫的角向收縮。
3.壁板卷制中要用弧形樣板檢查邊緣的弧度,避免壁板縱縫組對(duì)時(shí)形成尖角。可用弧形護(hù)板定位控制縱縫的角變形。
(二)焊接技術(shù)措施
1.底板控制焊接變形的措施
(1)邊緣板采用隔縫焊接。
(2)中幅板焊接先焊短焊縫、后焊長(zhǎng)焊縫,焊前要將長(zhǎng)焊縫的定位焊點(diǎn)全部鏟開(kāi),用定位板固定。
(3)罐底與罐壁連接的角焊縫:先焊內(nèi)側(cè)環(huán)形角縫,再焊外側(cè)環(huán)形角縫。由數(shù)對(duì)焊工對(duì)稱(chēng)均勻分布,同一方向進(jìn)行分段焊接。初層焊道采用分段退焊或跳焊法。
2.壁板控制焊接變形的措施
(1)壁板焊接要先縱縫、后環(huán)縫,環(huán)縫焊工要對(duì)稱(chēng)分布,沿同一方向施焊;
(2)打底焊時(shí),焊工要分段跳焊或分段退焊;
(3)在焊接薄板時(shí),應(yīng)采用Φ3.2的焊條,采用小電流、快速焊的焊接參數(shù)施焊,用小焊接熱輸入,減少焊縫的熱輸入量,降低焊接應(yīng)力,減少焊接變形。
下面我們以一級(jí)建造師考試?yán)}為例,給大家說(shuō)明一下這個(gè)知識(shí)點(diǎn)在考試中的應(yīng)用,希望對(duì)大家有所幫助。
【例題·多選題】金屬罐中幅板塔接接頭采用手工焊接時(shí),控制焊接變形的主要工藝措施有( )。
A.先焊短焊縫,后焊長(zhǎng)焊縫
B.焊工均勻分布,同向分段焊接(罐底與罐壁連接的角焊縫)
C.焊工均勻分布,對(duì)稱(chēng)施焊(沿同一方向施焊)
D.初層焊道采用分段退焊法
E.初層焊道采用分段跳焊法
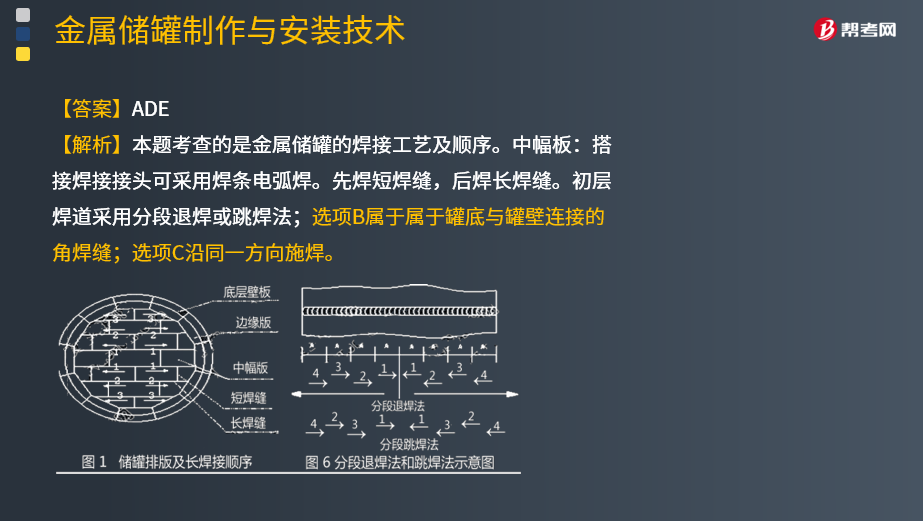
【答案】ADE
【解析】本題考查的是金屬儲(chǔ)罐的焊接工藝及順序。中幅板:搭接焊接接頭可采用焊條電弧焊。先焊短焊縫,后焊長(zhǎng)焊縫。初層焊道采用分段退焊或跳焊法;選項(xiàng)B屬于屬于罐底與罐壁連接的角焊縫;選項(xiàng)C沿同一方向施焊。
 184
184機(jī)電工程有哪些新技術(shù)?:基于BIM的管線綜合技術(shù)、機(jī)電管線及設(shè)備工廠化預(yù)制技術(shù)、金屬圓形螺旋風(fēng)管制安技術(shù)、導(dǎo)線連接器應(yīng)用技術(shù)。1.基于BIM的管線綜合技術(shù)。(1)工廠模塊化預(yù)制技術(shù)從設(shè)計(jì)、生產(chǎn)到安裝和調(diào)試深度結(jié)合集成,實(shí)現(xiàn)建筑機(jī)電安裝標(biāo)準(zhǔn)化、產(chǎn)品模塊化及集成化。減少現(xiàn)場(chǎng)施工工程量、縮短工期、減少污染、實(shí)現(xiàn)建筑機(jī)電安裝全過(guò)程綠色施工;4.導(dǎo)線連接器應(yīng)用技術(shù)。能確保導(dǎo)線連接所必需的電氣連續(xù)、機(jī)械強(qiáng)度、保護(hù)措施。
 624
624防止焊接變形應(yīng)采取哪些合理的焊接工藝措施?:防止焊接變形應(yīng)采取哪些合理的焊接工藝措施?(1)合理的焊接方法。盡量用氣體保護(hù)焊等熱源集中的焊接方法。儲(chǔ)罐底板焊接順序采用先焊中幅板、邊緣板對(duì)接焊縫外300mm長(zhǎng),待焊接完壁板和邊緣板角焊縫后;再焊接邊緣板剩余對(duì)接焊縫。最后焊接中幅板和邊緣板的環(huán)焊縫,【例題·單選題】立式圓筒形鋼制儲(chǔ)罐底板在不同階段的施焊順序,A.先壁板與邊緣板角焊縫,再邊緣板剩余對(duì)接焊縫。
 367
367預(yù)防焊接變形的措施都有哪些?:焊接變形的產(chǎn)生多數(shù)是由于焊接產(chǎn)生的熱量不對(duì)稱(chēng),預(yù)防焊接變形的方法措施:采用反變形法、采用小錘錘擊中間焊道、采用合理的焊接順序、利用工卡具剛性固定、分析回彈常數(shù)。1.進(jìn)行合理的焊接結(jié)構(gòu)設(shè)計(jì)。焊縫盡量以構(gòu)件截面的中性軸對(duì)稱(chēng)。(2)合理選擇焊縫數(shù)量和長(zhǎng)度,盡可能減少焊縫截面尺寸。為了防止焊件焊接以后發(fā)生尺寸縮短。先將焊件向焊接變形相反的方向進(jìn)行人為的變形,為了防止薄板焊接時(shí)的變形:
 00:49
00:492020-05-30
 01:23
01:232020-05-30
 00:56
00:562020-05-27
 01:59
01:592020-05-27
 06:03
06:032020-05-12

微信掃碼關(guān)注公眾號(hào)
獲取更多考試熱門(mén)資料













