
下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請謹慎保管和記憶你的密碼,以免泄露和丟失
請謹慎保管和記憶你的密碼,以免泄露和丟失
高密度聚乙烯膜的焊接工藝和焊縫檢測技術分別是怎樣的?
高密度聚乙烯(HDPE)膜不易被破壞、壽命長且防滲效果極強,其自身質(zhì)量及焊接 質(zhì)量是防滲層施工質(zhì)量的關鍵。
1、焊接工藝
(1)雙縫熱熔焊接
設備:采用雙軌熱熔焊機焊接。
原理:膜的接縫位置施加溫使HDPE膜。
本體熔化,在一定的壓力作用下結合在一起,形成嚴密焊縫。

(2)單縫擠壓焊接
設備:單軌擠壓焊機焊接。
原理:采用同材質(zhì)焊條,通過單軌擠壓焊機把HDPE焊條熔融擠出,通過外界的壓力把焊條熔料均勻擠壓在已經(jīng)除去表面氧化物的焊縫上。主要用于糙面膜與糙面膜之間的連接、各類修補和雙軌熱熔焊機無法焊接的部位。

2、焊縫檢測技術(非破壞性檢測技術)
雙縫熱熔焊縫:氣壓檢測法
單縫擠壓焊縫:真空及電火花檢測法。
1)氣壓檢測:

原理:熱熔焊接形成雙縫焊縫,焊縫中間預留氣腔,采用氣壓檢測設備檢測焊縫的強度和氣密性。
流程及判定:焊縫施工完畢后,將焊縫氣腔兩端封堵,用氣壓檢測沒備對焊縫氣腔加壓至250kPa,維持3~5min,氣壓不應低于240kPa,然后在焊縫的另一端開孔放氣,氣壓表指針能夠迅速歸零視為合格。
2)真空檢測
擠壓焊接所形成的單縫焊縫,應采用真空檢測法檢測。
流程及判定:在HDPE膜焊縫上涂上肥皂水,罩上五面密封的真空罩,用真空泵抽真空,當真空罩內(nèi)氣壓達到25~35kPa時焊縫無任何泄漏視為合格。
3)電火花檢測
擠壓焊縫的電火花檢測等效于真空檢測,適用于地形復雜的地段。
流程及判定:在擠壓焊縫中預先埋設一條φ0.3~φ0.5mm的細銅線,利用35kV的高壓脈沖電源探頭在距離焊縫10~30mm的高度探掃,無火花出現(xiàn)視為合格,否則說明出現(xiàn)火花的部位有漏洞。
 372
372焊縫是怎樣檢驗的?:(1)焊縫表面:焊縫表面不允許存在的缺陷包括。裂紋、未焊透、未熔合、表面氣孔、外露夾渣、未焊滿,咬邊、角焊縫厚度不足、角焊縫焊腳不對稱等,容器焊接后應檢查幾何尺寸。同一端面最大內(nèi)直徑與最小內(nèi)徑之差、橢圓度、矩形容器截面上最大邊長與最小邊長之差、焊接接頭棱角度(環(huán)向和軸向)等:氣孔是指焊接時。熔池中的氣體未在金屬凝固前逸出,夾渣是指焊后溶渣殘存在焊縫中的現(xiàn)象:未熔合是指焊縫金屬與母材金屬。
 433
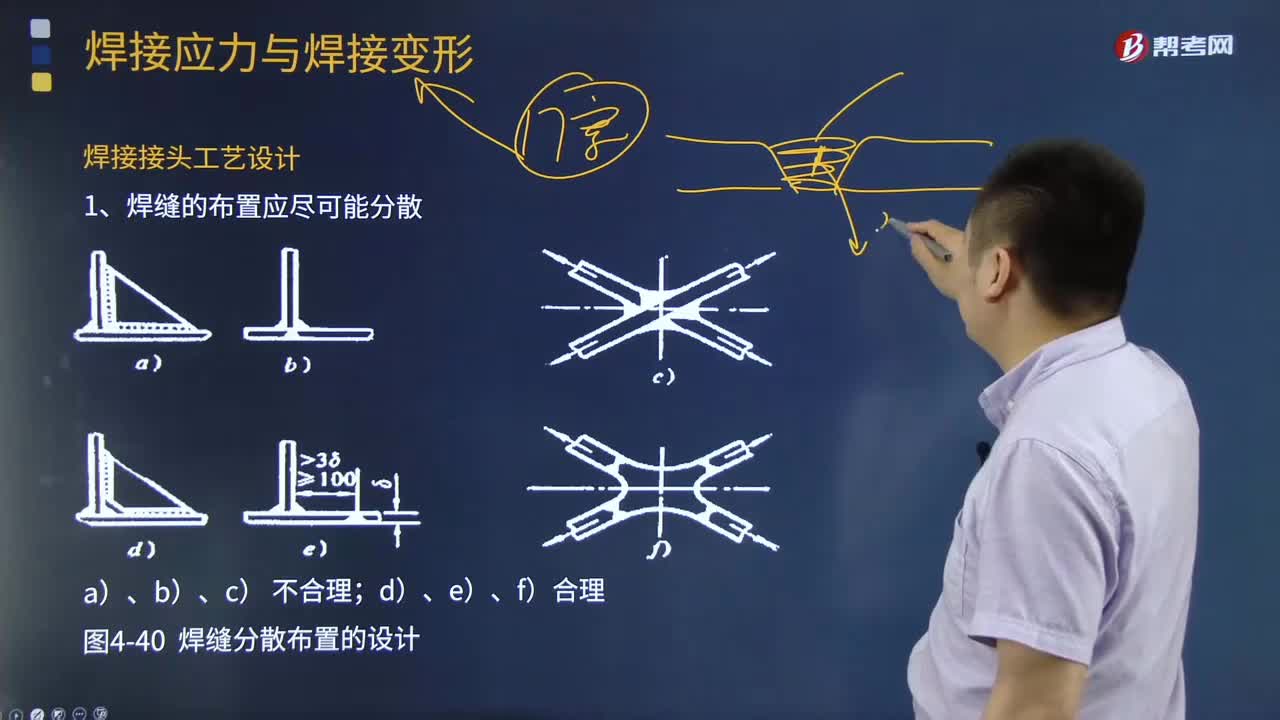
433焊接接頭工藝設計時,焊縫的布置應注意哪些問題?:焊縫的布置應注意哪些問題?焊接接頭工藝設計時,焊縫位置必須具有足夠的操作空間以滿足焊接時運條的需要。則要求施焊時接頭處應便于存放焊劑。(2)有利于減少焊接應力與變形。設計焊接結構時,簡化焊接工藝和提高結構的強度和剛度。焊縫布置應盡可能對稱布置以減小變形。(3)焊縫的布置應避免密集、交叉。焊縫交叉或過分集中會造成接頭部位過熱,焊縫布置應避開焊接結構上應力最大的部位。焊接時會引起工件變形。
 213
213什么是焊接工藝評定?焊接工藝評定作用有哪些?:焊接工藝評定是指為驗證所擬定的焊接工藝正確性而進行的試驗過程及結果評價。對擬定的焊接工藝規(guī)程(WPS)進行評價的報告稱為焊接工藝評定報告(PQR)。焊接工藝評定驗證施焊單位擬定焊接工藝的正確性,應依據(jù)焊接工藝評定報告編制焊接工藝規(guī)程;一個焊接工藝規(guī)程可以依據(jù)一個或多個焊接工藝評定報告編制,一個焊接工藝評定報告可用于編制多個焊接工藝規(guī)程,A.用于驗證和評定焊接工藝方案的正確性。
 00:49
00:492020-05-30
 01:23
01:232020-05-30
 00:56
00:562020-05-27
 01:59
01:592020-05-27
 06:03
06:032020-05-12

微信掃碼關注公眾號
獲取更多考試熱門資料













