下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請(qǐng)謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
請(qǐng)謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
 05:00
05:00焊接接頭有哪些工藝設(shè)計(jì)?:焊接接頭有哪些工藝設(shè)計(jì)?
 10:24
10:24防止焊接變形應(yīng)采取哪些合理的焊接工藝措施?:防止焊接變形應(yīng)采取哪些合理的焊接工藝措施?(1)合理的焊接方法。盡量用氣體保護(hù)焊等熱源集中的焊接方法。儲(chǔ)罐底板焊接順序采用先焊中幅板、邊緣板對(duì)接焊縫外300mm長,待焊接完壁板和邊緣板角焊縫后;再焊接邊緣板剩余對(duì)接焊縫。最后焊接中幅板和邊緣板的環(huán)焊縫,【例題·單選題】立式圓筒形鋼制儲(chǔ)罐底板在不同階段的施焊順序,A.先壁板與邊緣板角焊縫,再邊緣板剩余對(duì)接焊縫。
 06:07
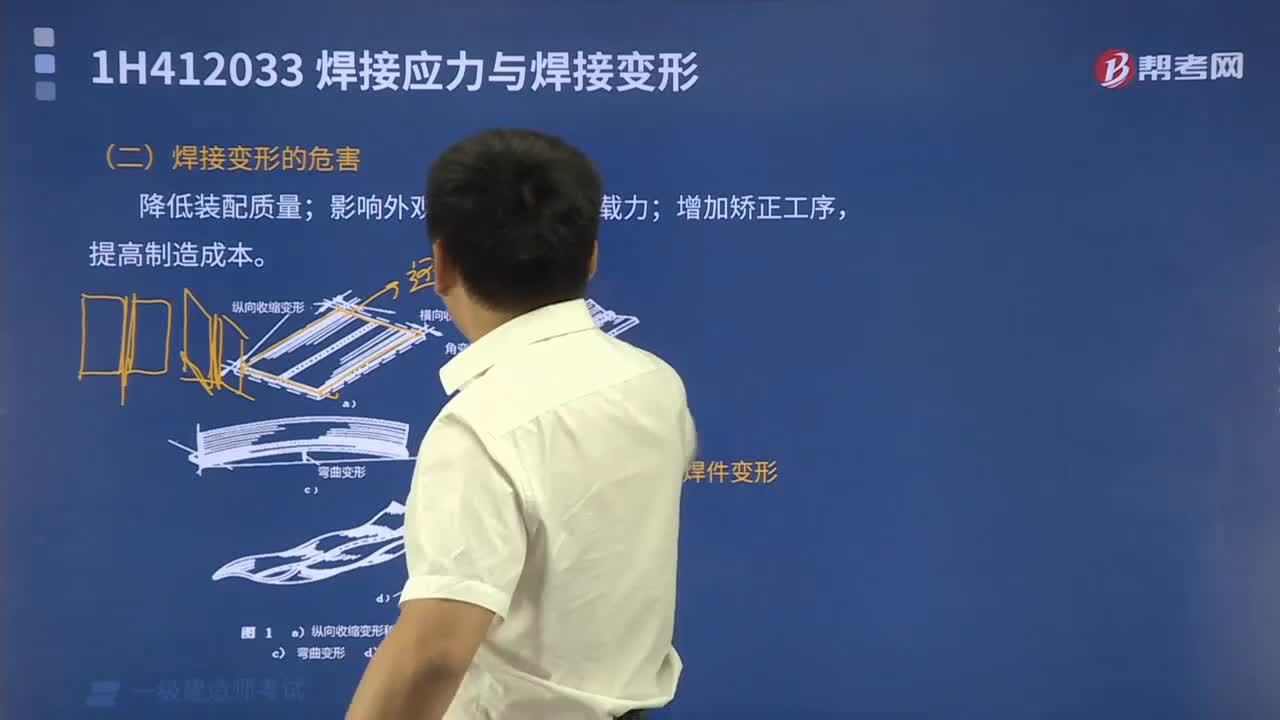
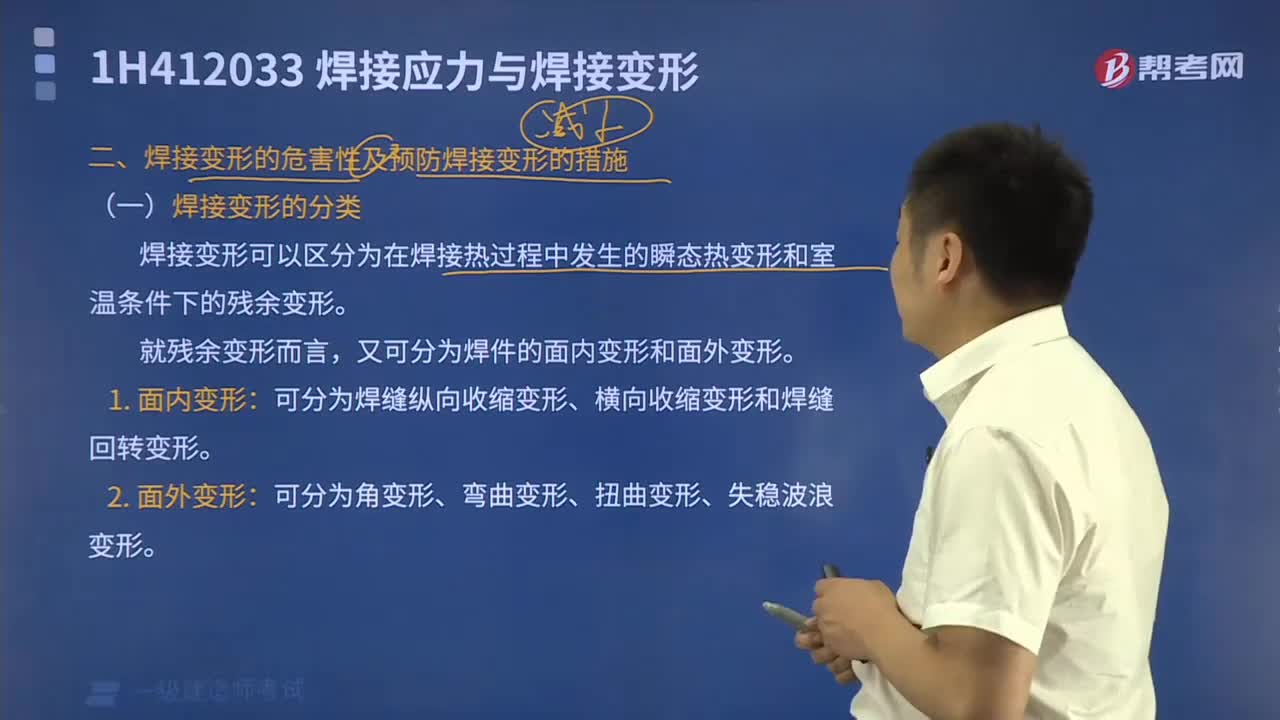
06:07預(yù)防焊接變形的措施都有哪些?:焊接變形的產(chǎn)生多數(shù)是由于焊接產(chǎn)生的熱量不對(duì)稱,預(yù)防焊接變形的方法措施:采用反變形法、采用小錘錘擊中間焊道、采用合理的焊接順序、利用工卡具剛性固定、分析回彈常數(shù)。1.進(jìn)行合理的焊接結(jié)構(gòu)設(shè)計(jì)。焊縫盡量以構(gòu)件截面的中性軸對(duì)稱。(2)合理選擇焊縫數(shù)量和長度,盡可能減少焊縫截面尺寸。為了防止焊件焊接以后發(fā)生尺寸縮短。先將焊件向焊接變形相反的方向進(jìn)行人為的變形,為了防止薄板焊接時(shí)的變形:
 07:38
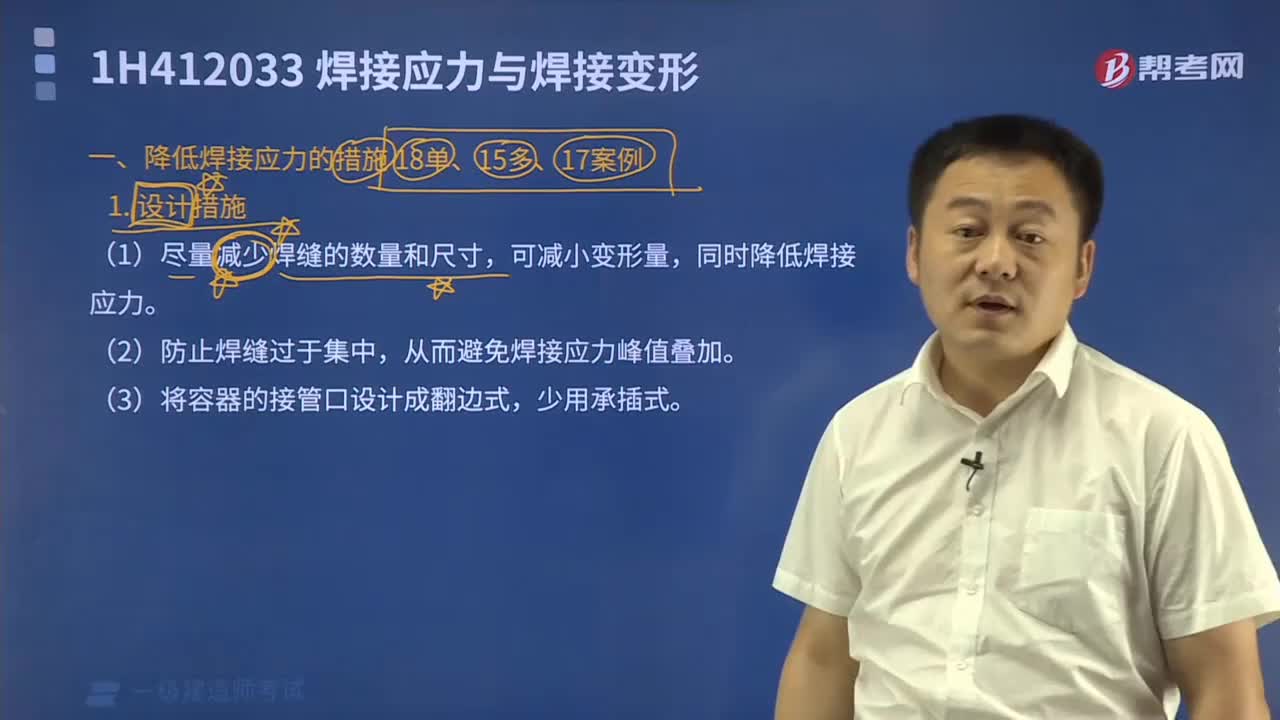
07:38降低焊接應(yīng)力分為哪幾種措施?:降低焊接應(yīng)力分為哪幾種措施?降低焊接應(yīng)力分為設(shè)計(jì)措施和工藝措施。(1)盡量減少焊縫的數(shù)量和尺寸,可減小變形量。從而避免焊接應(yīng)力峰值疊加,減小焊縫熱塑變的范圍,(2)合理安排裝配焊接順序。降低焊接中的殘余應(yīng)力,從而降低焊接應(yīng)力。焊接時(shí)由焊接能源輸入給單位長度焊縫上的熱量:線能量綜合了焊接電流、電弧電壓和焊接速度三大焊接工藝參數(shù)對(duì)焊接熱循環(huán)的影響。(6)降低焊縫中的含氫量及焊后進(jìn)行消氫處理
 07:13
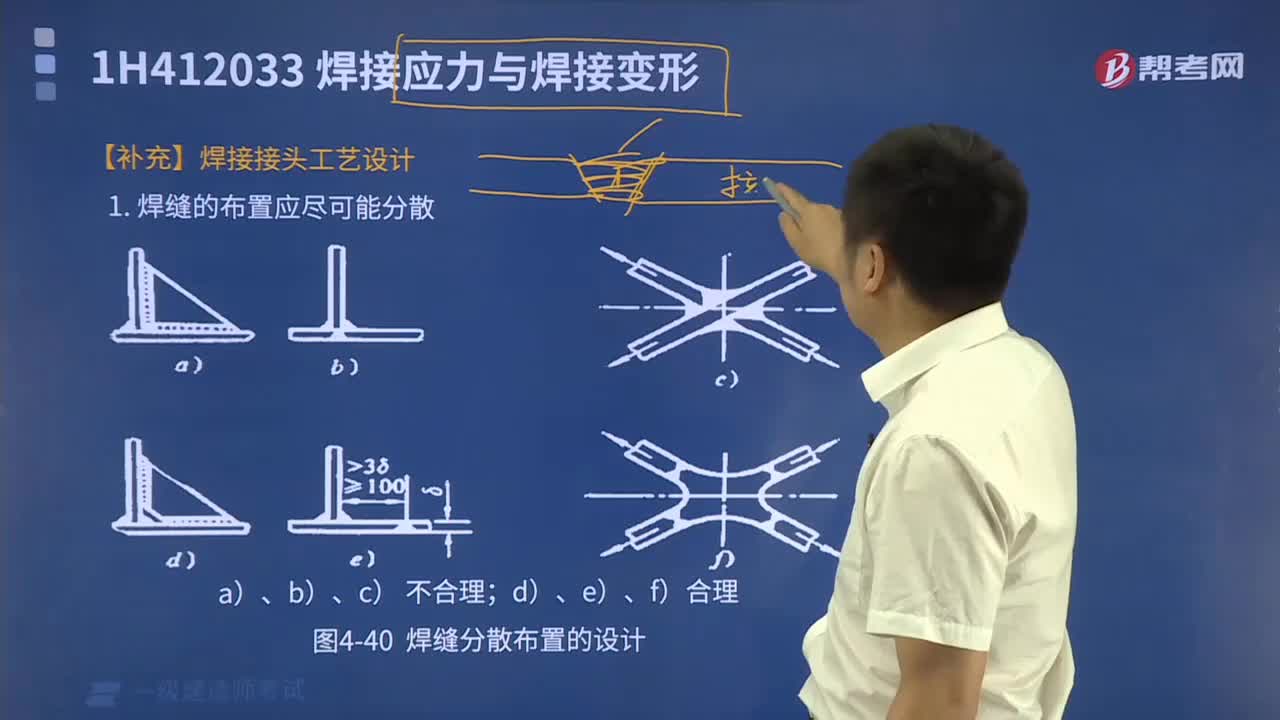
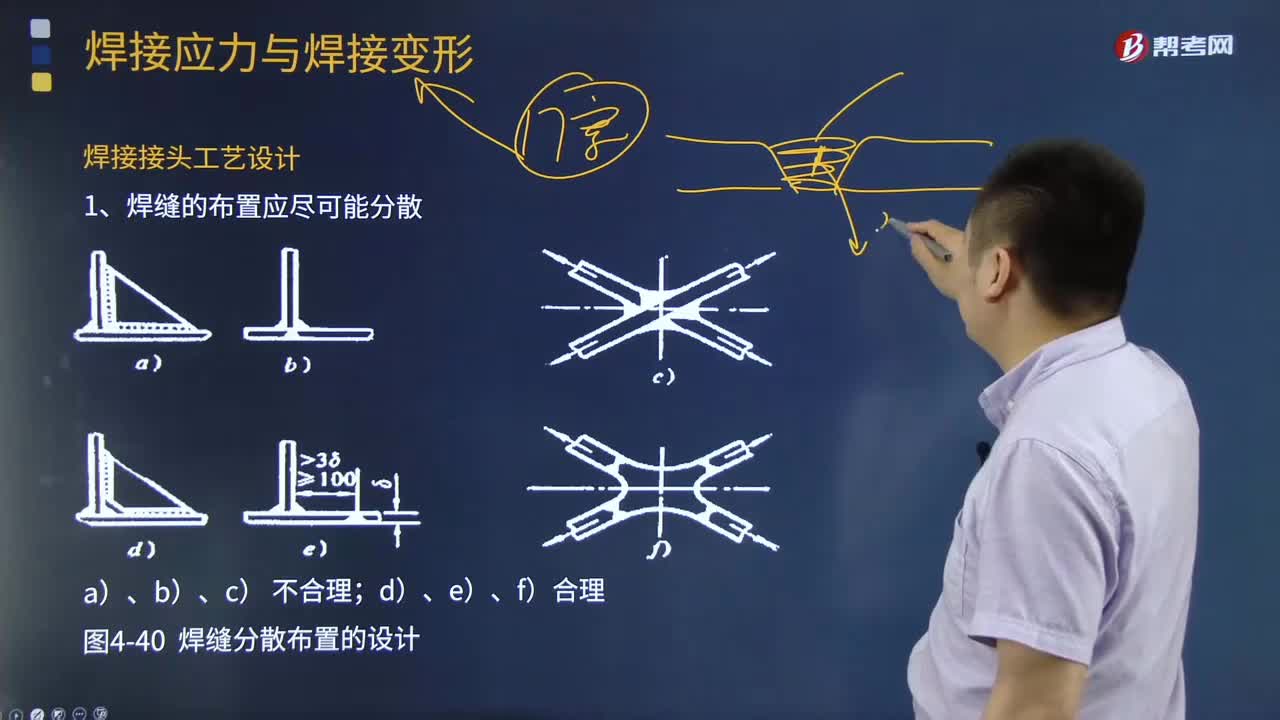
07:13焊接接頭工藝設(shè)計(jì)時(shí),焊縫的布置應(yīng)注意哪些問題?:焊縫的布置應(yīng)注意哪些問題?焊接接頭工藝設(shè)計(jì)時(shí),焊縫位置必須具有足夠的操作空間以滿足焊接時(shí)運(yùn)條的需要。則要求施焊時(shí)接頭處應(yīng)便于存放焊劑。(2)有利于減少焊接應(yīng)力與變形。設(shè)計(jì)焊接結(jié)構(gòu)時(shí),簡化焊接工藝和提高結(jié)構(gòu)的強(qiáng)度和剛度。焊縫布置應(yīng)盡可能對(duì)稱布置以減小變形。(3)焊縫的布置應(yīng)避免密集、交叉。焊縫交叉或過分集中會(huì)造成接頭部位過熱,焊縫布置應(yīng)避開焊接結(jié)構(gòu)上應(yīng)力最大的部位。焊接時(shí)會(huì)引起工件變形。
 04:01
04:01焊接技術(shù)管理有哪些要求?:焊接技術(shù)管理要求:將作業(yè)環(huán)境10m范圍內(nèi)所有易燃易爆物品清理干凈,應(yīng)注意作業(yè)環(huán)境的地溝、下水道內(nèi)有無可燃液體和可燃?xì)怏w,對(duì)焊接切割作業(yè)下方應(yīng)進(jìn)行隔離,3.應(yīng)使用符合國家有關(guān)標(biāo)準(zhǔn)、規(guī)程要求的氣瓶,在氣瓶的貯存、運(yùn)輸、使用等環(huán)節(jié)應(yīng)嚴(yán)格遵守安全操作規(guī)程。4.對(duì)輸送可燃?xì)怏w和助燃?xì)怏w的管道應(yīng)按規(guī)定安裝、使用和管理,對(duì)操作人員和檢查人員應(yīng)進(jìn)行專門的安全技術(shù)培訓(xùn)。應(yīng)結(jié)合實(shí)際情況確定焊補(bǔ)方法。
 03:33
03:33什么是焊接工藝評(píng)定?焊接工藝評(píng)定作用有哪些?:焊接工藝評(píng)定是指為驗(yàn)證所擬定的焊接工藝正確性而進(jìn)行的試驗(yàn)過程及結(jié)果評(píng)價(jià)。對(duì)擬定的焊接工藝規(guī)程(WPS)進(jìn)行評(píng)價(jià)的報(bào)告稱為焊接工藝評(píng)定報(bào)告(PQR)。焊接工藝評(píng)定驗(yàn)證施焊單位擬定焊接工藝的正確性,應(yīng)依據(jù)焊接工藝評(píng)定報(bào)告編制焊接工藝規(guī)程;一個(gè)焊接工藝規(guī)程可以依據(jù)一個(gè)或多個(gè)焊接工藝評(píng)定報(bào)告編制,一個(gè)焊接工藝評(píng)定報(bào)告可用于編制多個(gè)焊接工藝規(guī)程,A.用于驗(yàn)證和評(píng)定焊接工藝方案的正確性。
 11:31
11:31金屬儲(chǔ)罐預(yù)防焊接變形技術(shù)措施有哪些?:金屬儲(chǔ)罐預(yù)防焊接變形技術(shù)措施有哪些?1.底板控制焊接變形的措施,(2)中幅板焊接先焊短焊縫、后焊長焊縫:焊前要將長焊縫的定位焊點(diǎn)全部鏟開,初層焊道采用分段退焊或跳焊法;2.壁板控制焊接變形的措施,(1)壁板焊接要先縱縫、后環(huán)縫;采用小電流、快速焊的焊接參數(shù)施焊。【例題·多選題】金屬罐中幅板塔接接頭采用手工焊接時(shí),控制焊接變形的主要工藝措施有( )。A.先焊短焊縫:
 04:51
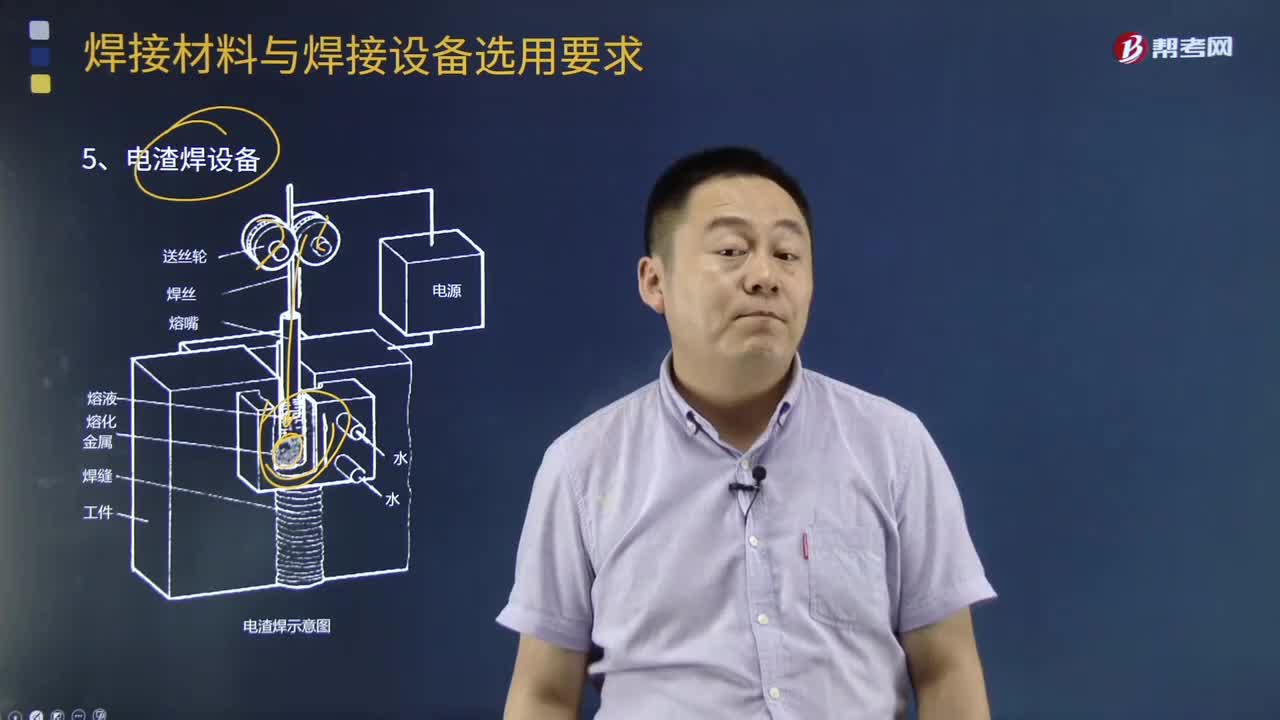
04:51焊接設(shè)備的主要類型有哪些?:焊接設(shè)備的主要類型有電焊機(jī)、火焰焊設(shè)備和其他焊接設(shè)備。(1)電弧焊機(jī),它又分為手工弧焊機(jī)(弧焊變壓器、弧焊整流器和弧焊發(fā)電機(jī))、埋弧焊機(jī)和氣體保護(hù)弧焊機(jī)(不熔化極氣體保護(hù)焊機(jī)和熔化極氣體保護(hù)焊機(jī))。(2)電阻焊機(jī),它分為點(diǎn)焊機(jī)、凸焊機(jī)、縫焊機(jī)和對(duì)焊機(jī)。如電渣焊機(jī)、等離子弧焊機(jī)、高頻焊機(jī)、電子束焊機(jī)、光束焊機(jī)、超聲波焊機(jī)、摩擦焊機(jī)、冷壓焊機(jī)、釬焊機(jī)等。
 07:31
07:31焊接材料的復(fù)驗(yàn)有哪些?:焊接材料復(fù)驗(yàn)分為鋼結(jié)構(gòu)的焊接材料復(fù)驗(yàn)和特種設(shè)備的焊接材料復(fù)驗(yàn)。1、鋼結(jié)構(gòu)的焊接材料復(fù)驗(yàn),鋼結(jié)構(gòu)所用焊接材料應(yīng)按到貨批次進(jìn)行復(fù)驗(yàn):(2)建筑結(jié)構(gòu)安全等級(jí)為二級(jí)的一級(jí)焊縫。1.一級(jí)焊縫應(yīng)進(jìn)行100%的檢驗(yàn),2.二級(jí)焊縫應(yīng)進(jìn)行抽檢;2、特種設(shè)備的焊接材料復(fù)驗(yàn),(1)球罐用的焊條和藥芯焊絲應(yīng)按批號(hào)進(jìn)行擴(kuò)散氫復(fù)驗(yàn):焊接材料質(zhì)量證明書或合格證書上應(yīng)注明庫存的期限
 04:49
04:49預(yù)應(yīng)力張拉施工質(zhì)量事故預(yù)防措施有哪些?:預(yù)應(yīng)力張拉施工質(zhì)量事故預(yù)防措施有哪些?預(yù)應(yīng)力張拉就是在構(gòu)件中提前加拉力,(1)承擔(dān)預(yù)應(yīng)力施工的單位應(yīng)具有相應(yīng)的施工資質(zhì),(2)預(yù)應(yīng)力張拉施工應(yīng)由工程項(xiàng)目技術(shù)負(fù)責(zé)人主持。(1)張拉設(shè)備的檢定期限不得超過半年。(2)張拉設(shè)備應(yīng)配套檢定。(三)預(yù)應(yīng)力用錨具、夾具和連接器進(jìn)場檢驗(yàn),(2)按進(jìn)場的批次抽樣復(fù)驗(yàn)其硬度、靜載錨固試驗(yàn)等。(1)張拉前應(yīng)根據(jù)設(shè)計(jì)要求對(duì)孔道的摩阻損失進(jìn)行實(shí)測。以便確定張拉控制應(yīng)力。
 02:05
02:05降低地下水位有哪些方法?:降低地下水位有哪些方法?降低地下水位法是指在基坑槽開挖前,預(yù)先在基坑四周埋設(shè)一定數(shù)量的濾水管和離心水泵,通過抽水設(shè)備不斷地抽出地下水,(1)當(dāng)淺埋暗挖施工地下結(jié)構(gòu)處于富水地層中,應(yīng)首選降低地下水位法達(dá)到穩(wěn)定圍巖、提高噴錨支護(hù)安全的目的。含水的松散破碎地層宜采用降低地下水位法,(2)在城市地下工程中采用降低地下水位法時(shí)。

幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日