下載億題庫APP
聯(lián)系電話:400-660-1360
下載億題庫APP
聯(lián)系電話:400-660-1360
請謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
請謹(jǐn)慎保管和記憶你的密碼,以免泄露和丟失
 04:08
04:08罐壁焊接工藝有哪些原則?:罐壁焊接工藝有哪些原則?
 05:16
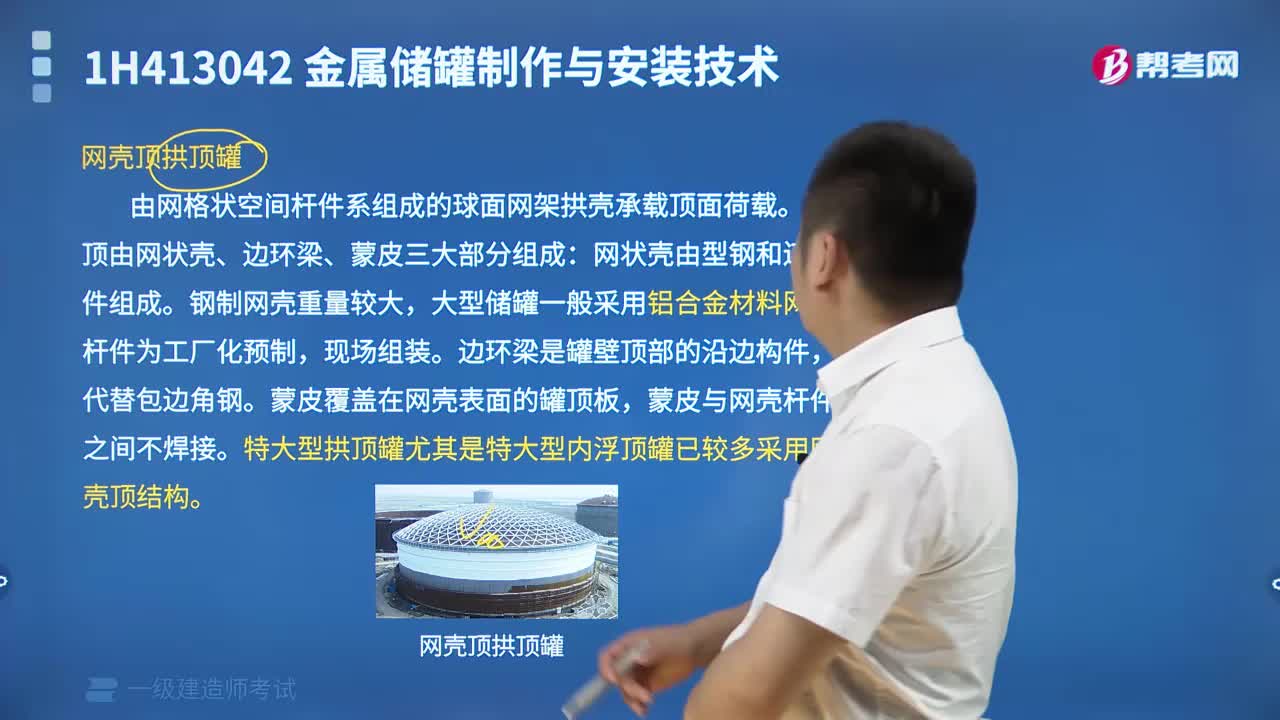
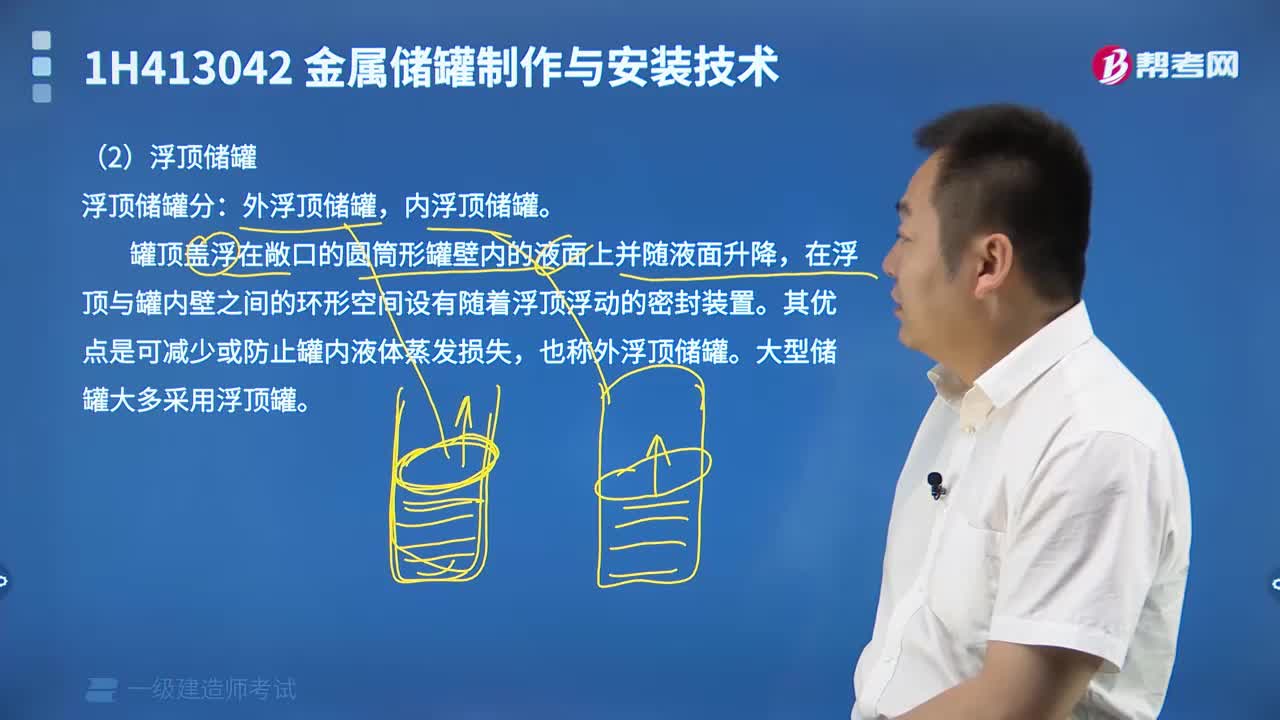
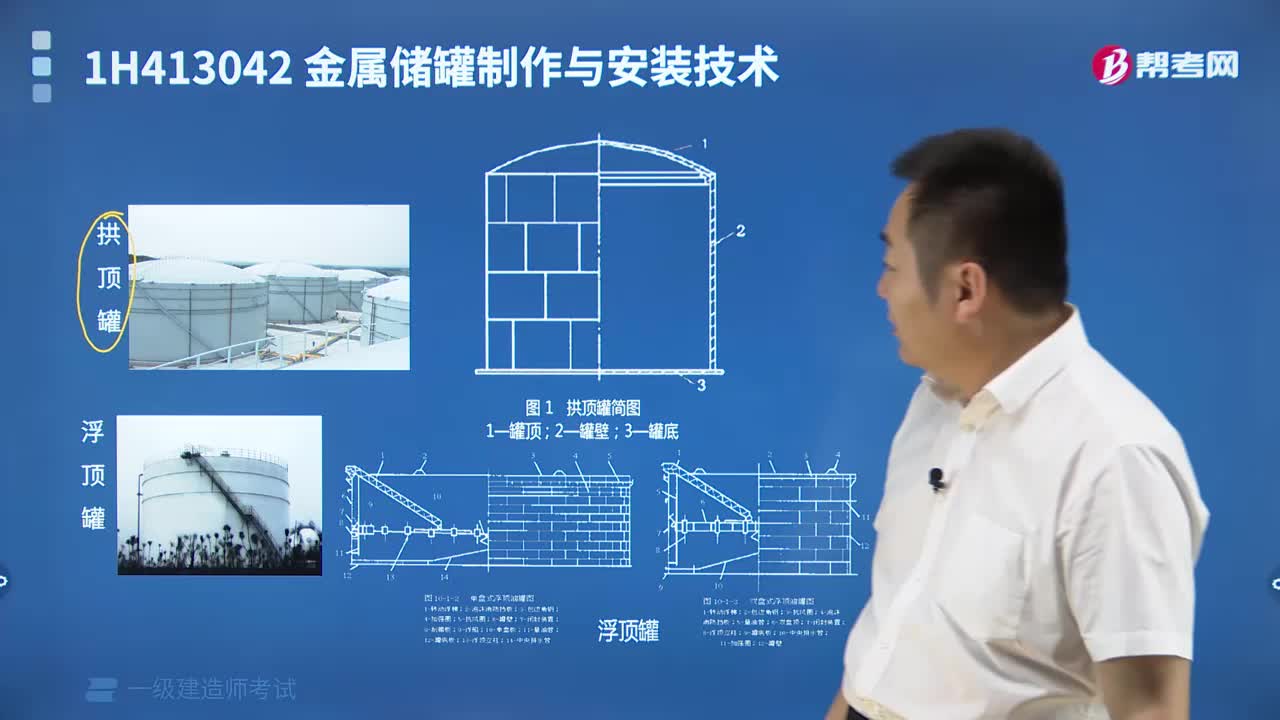
05:16儲罐頂部結(jié)構(gòu)形式如何分類?:儲罐頂部結(jié)構(gòu)形式如何分類?
 01:54
01:54構(gòu)筑物形式特點有哪些?:構(gòu)筑物形式特點有哪些?
 01:07
01:07球形罐進(jìn)行泄漏試驗的有哪些條件?:球形罐進(jìn)行泄漏試驗的有哪些條件?鋼制焊接球形儲罐(以下簡稱球形罐或球罐)為球形的承壓金屬容器,球形罐盛裝的是壓力較高的氣體或液化氣體,多數(shù)是易燃、易爆介質(zhì),安裝施工難度大、質(zhì)量要求高。球形罐進(jìn)行泄漏試驗滿足以下條件:泄漏性試驗:(1)球罐需經(jīng)耐壓試驗合格后方可進(jìn)行泄漏性試驗。(2)泄漏性試驗分為氣密試驗、氨檢漏試驗、鹵素檢漏試驗和氦檢漏試驗。
 02:55
02:55球形罐焊后怎么進(jìn)行整體熱處理?:球形罐焊后怎么進(jìn)行整體熱處理?球形儲罐焊后整體熱處理技術(shù)是保證工程質(zhì)量的重要環(huán)節(jié),通過對熱處理工藝進(jìn)行理論分析和驗證,采取各種措施加強熱處理工藝的控制以此來保證產(chǎn)品質(zhì)量。1.熱處理工藝實施:球形罐整體熱處理方法。球罐外部保溫而達(dá)到熱處理要求的熱處理工藝,2.整體熱處理后質(zhì)量檢驗,(1)球罐焊后熱處理完成后。主要包括熱處理工藝報告和產(chǎn)品試板力學(xué)性能試驗報告兩個方面。
 09:12
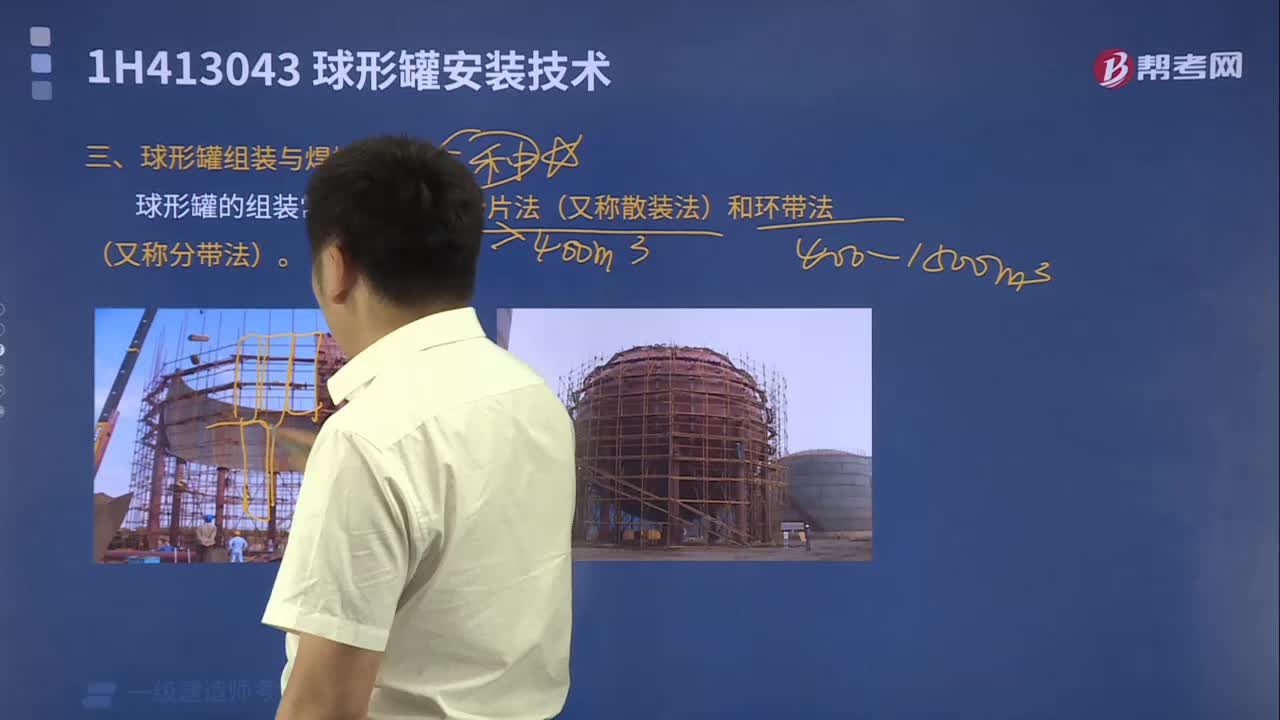
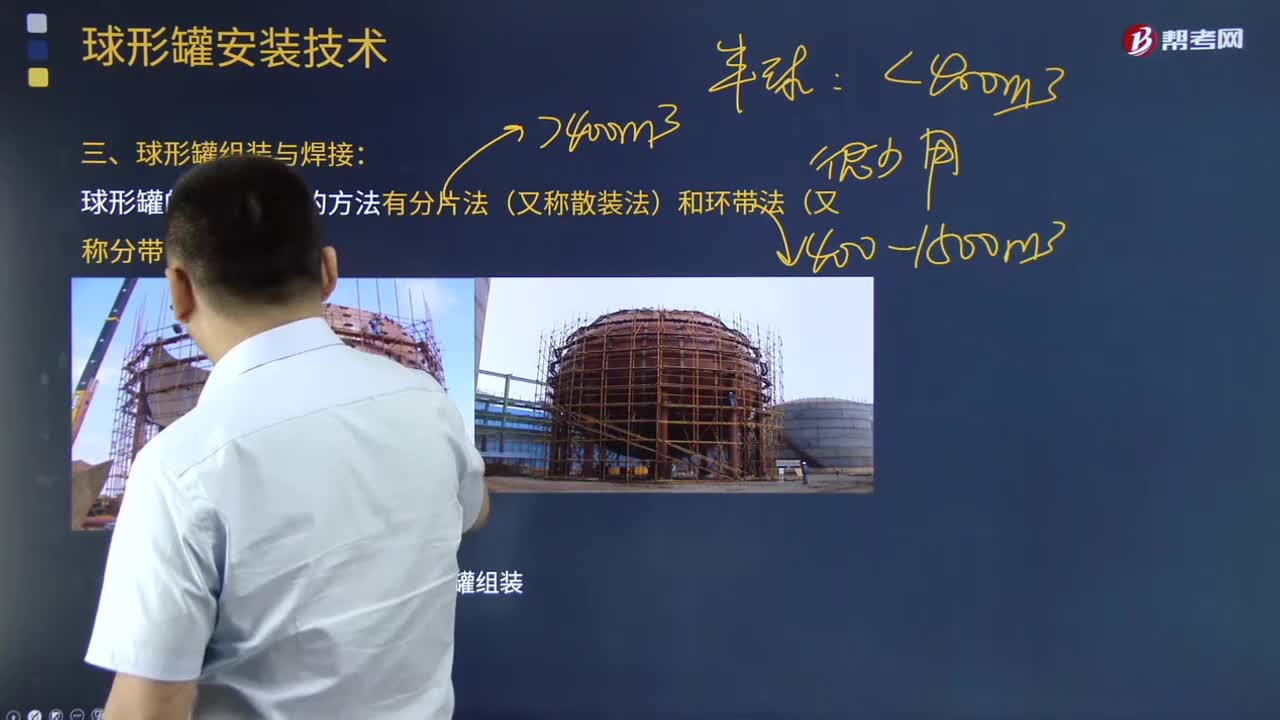
09:12球形罐如何組裝和焊接?:鋼制焊接球形儲罐(以下簡稱球形罐或球罐)為球形的承壓金屬容器,散裝法是以單塊球殼板(或幾塊球殼板)為最小組裝單元的組裝方法,組裝采用工卡具調(diào)整球殼板組對間隙和錯邊量。支柱和赤道板組對→赤道帶板組裝→中心柱安裝→下溫帶板組裝→上溫帶板組裝→中心柱拆除→下極板組裝→上極板組裝→內(nèi)外腳手架搭設(shè)→調(diào)整及組裝質(zhì)量總體檢查,然后把各環(huán)帶組裝成球罐的方法,2.組裝焊接原則程序;
 02:30
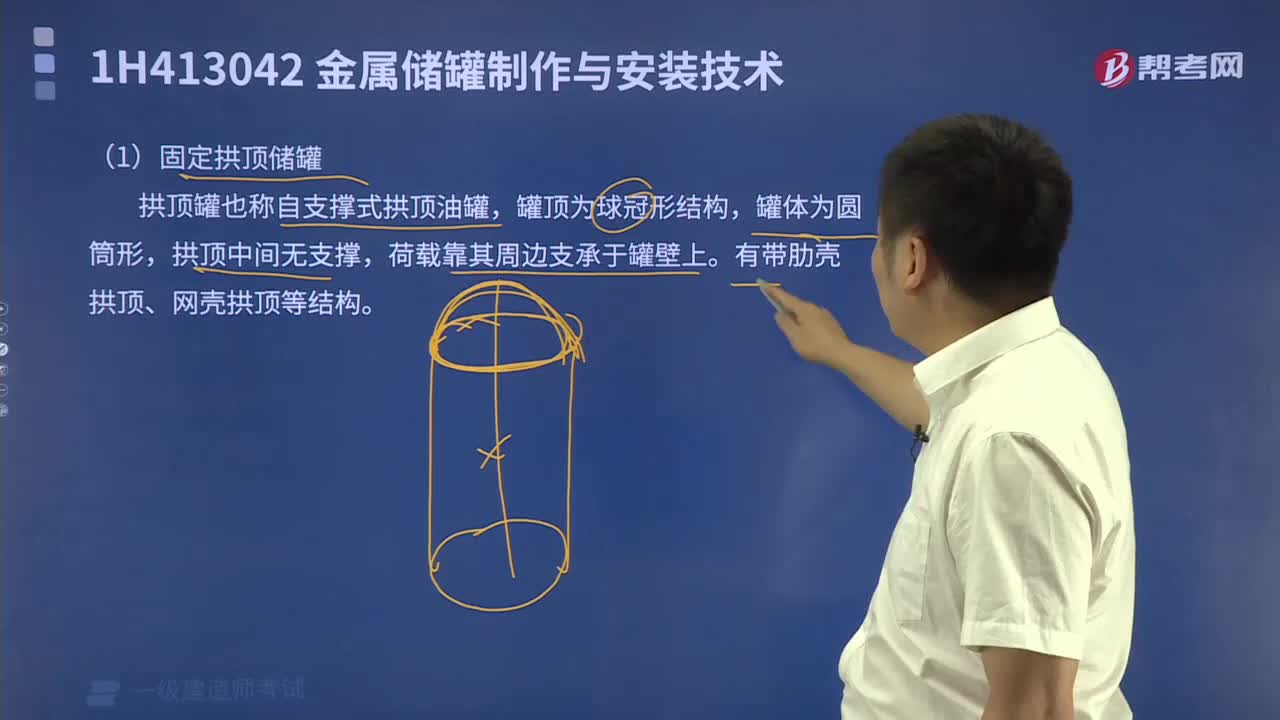
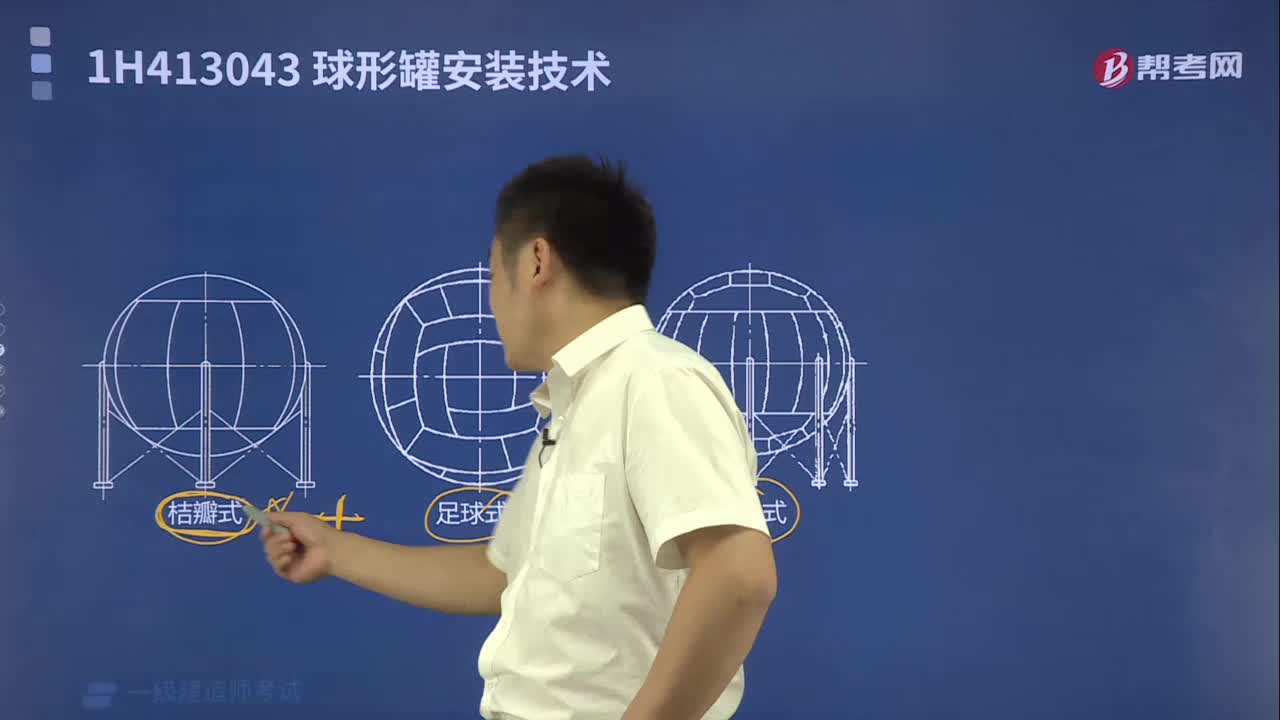
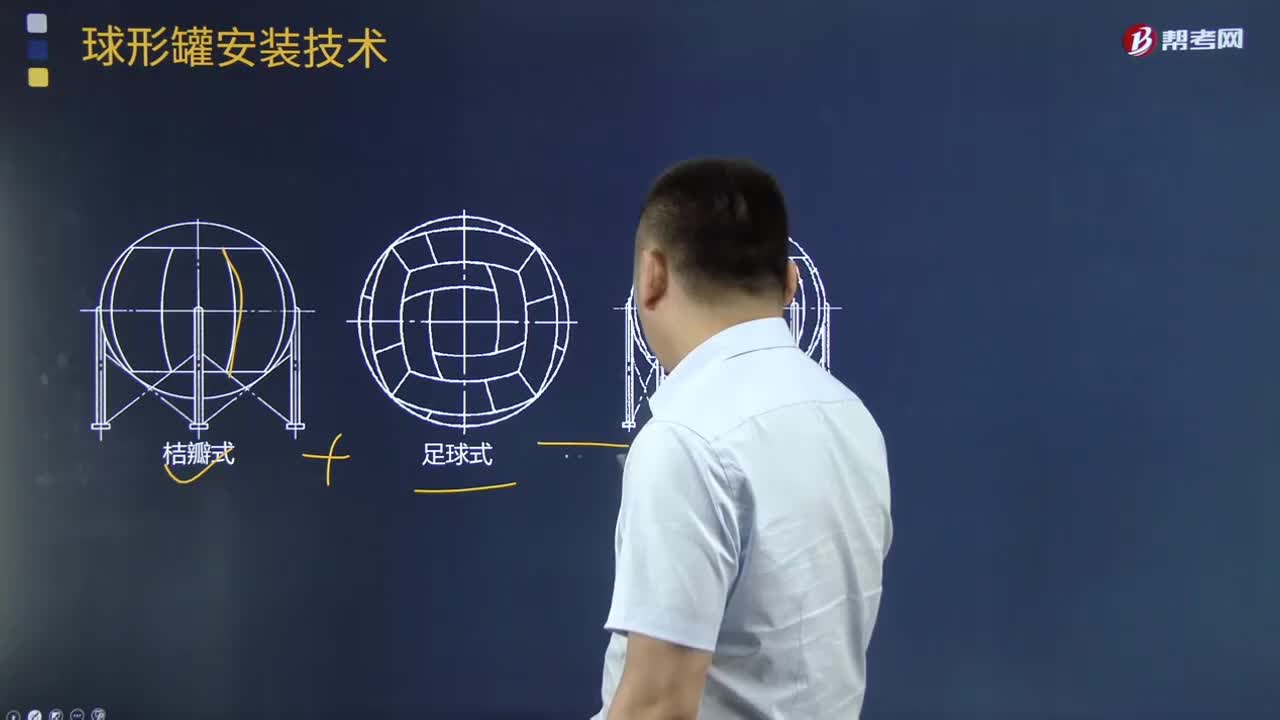
02:30球形罐的構(gòu)造是什么?有哪些形式?:鋼制焊接球形儲罐(以下簡稱球形罐或球罐)為球形的承壓金屬容器,球形罐盛裝的是壓力較高的氣體或液化氣體,球形罐由球罐本體、支座(或支柱)及附件組成,球罐本體為球殼板拼焊而成的圓球形容器。球形罐的支座常為多根鋼管制成的柱式支座。以赤道正切柱式最普遍:部分大型球罐罐內(nèi)還有內(nèi)部轉(zhuǎn)梯。球形罐按其本體殼板的分片結(jié)構(gòu)形式可分為桔瓣式、足球式和混合式三種,組成球殼體的球殼板板片由經(jīng)線和緯線分割而成。
 08:35
08:35金屬儲罐充水試驗的規(guī)定和項目有哪些?:金屬儲罐充水試驗的規(guī)定和項目有哪些?金屬儲罐充水試驗的有以下規(guī)定和項目:(1)充水試驗前。所有附件及其他與罐體焊接的構(gòu)件全部完工并檢驗合格,充水試驗采用潔凈淡水。(3)充水試驗中應(yīng)進(jìn)行基礎(chǔ)沉降觀測,當(dāng)沉降觀測值在圓周任何10m范圍內(nèi)不均勻沉降超過13mm或整體均勻沉降超過50mm時,(2)罐壁強度及嚴(yán)密性試驗。(3)固定頂強度及嚴(yán)密性試驗,(4)固定頂?shù)姆€(wěn)定性試驗。
 11:31
11:31金屬儲罐預(yù)防焊接變形技術(shù)措施有哪些?:金屬儲罐預(yù)防焊接變形技術(shù)措施有哪些?1.底板控制焊接變形的措施,(2)中幅板焊接先焊短焊縫、后焊長焊縫:焊前要將長焊縫的定位焊點全部鏟開,初層焊道采用分段退焊或跳焊法;2.壁板控制焊接變形的措施,(1)壁板焊接要先縱縫、后環(huán)縫;采用小電流、快速焊的焊接參數(shù)施焊。【例題·多選題】金屬罐中幅板塔接接頭采用手工焊接時,控制焊接變形的主要工藝措施有( )。A.先焊短焊縫:
 03:25
03:25什么是金屬儲罐罐壁焊接工藝?:什么是金屬儲罐罐壁焊接工藝?金屬儲罐的焊接工藝分為罐底焊接工藝和罐壁焊接工藝兩部分。1.焊接工藝原則:2.焊接順序:(1)罐壁采用焊條電弧焊時的焊接順序。罐壁縱向焊縫→組對第一圈和第二圈環(huán)縫→組對縱向焊縫焊接活口→第一圈與第二圈環(huán)縫→縱向焊縫活口焊縫→下一圈壁板縱向焊縫。(2)自動焊接工藝要求;縱焊縫采用氣電立焊時,對接環(huán)焊縫采用埋弧自動焊時。
 06:09
06:09什么是金屬儲罐罐底焊接工藝?:什么是金屬儲罐罐底焊接工藝?金屬儲罐的焊接工藝分為罐底焊接工藝和罐壁焊接工藝兩部分。罐底焊接工藝:1.焊接工藝原則:采用收縮變形最小的焊接工藝及焊接順序。中幅板焊縫→罐底邊緣板對接焊縫靠邊緣的300mm部位→罐底與罐壁板連接的角焊縫(在底圈壁板縱焊縫焊完后施焊)→邊緣板剩余對接焊縫→邊緣板與中幅板之間的收縮縫。3.焊接順序與控制焊接變形的主要工藝措施:搭接焊接接頭可采用焊條電弧焊,先焊短焊縫。
 07:21
07:21金屬儲罐正裝法有哪些?:金屬儲罐的安裝方法主要有正裝法和倒裝法兩種。金屬儲罐正裝法有外搭腳手架正裝法、內(nèi)掛腳手架正裝法和水浮正裝法三種。金屬儲罐正裝法罐壁板自下而上依次組裝焊接,(2)當(dāng)縱向焊縫采用氣電立焊、環(huán)向焊縫采用自動焊時;(3)采用在吊車壁板內(nèi)側(cè)掛設(shè)移動小車進(jìn)行內(nèi)側(cè)施工。(4)這種架設(shè)正裝法適用于大型和特大型儲罐,作業(yè)人員即可在跳板上組對安裝上一層壁板。

幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日幫考網(wǎng)校
2022年06月22日